














Преимущества гибких в эксплуатации пластиковых труб обуславливают вытеснение устаревающих металлических аналогов. Особенно наглядно этот процесс наблюдается в сантехнических конструкциях. Полимерные материалы отличаются удобством в использовании и в то же время практически не уступают металлу в плане технико-эксплуатационных качеств. Но вместе с заменой материала меняются и способы его обработки. Довольно специфической операцией в плане технического обеспечения является сварка полиэтиленовых труб, в ходе которой необходимо задействовать специальные аппараты фиксации и нагрева. При качественном выполнении данной процедуры можно получить герметичное и стойкое относительно наружных воздействий место сращивания двух элементов.

Общие сведения о технологии
Для соединения двух пластиковых труб применяется метод стыковки их поверхностей под действием нагревания, которое выполняется металлическим инструментом. В результате прямого контакта с нагретыми поверхностями обеспечивается интенсивный теплоперенос. Это свойство отличает технологию от нагревания воздухом. Такой способ распределения тепла в пластиковой массе действует положительно с точки зрения формирования надежной структуры и не предполагает термического стресса с последующей деформацией швов. Кроме того, сварка полиэтиленовых труб встык позволяет формировать соединения, которые по прочности не уступают цельной структуре. Сам процесс предусматривает нагрев торцевых поверхностей двух элементов до расплавленного состояния и дальнейшее их сведение в один отрезок. Но при всей внешней простоте эта технология требует аккуратности выполнения, что в немалой степени зависит от используемых инструментов. Надо отметить, что современные высокотехнологичные аппараты для пластиковой сварки минимизируют влияние человеческого фактора, но полностью его не исключают.
Оборудование для сварки полиэтиленовых труб

Даже небольшие по объему сварочные мероприятия такого рода предполагают использование целой группы технических средств. Основу такого оснащения составляет центратор, который обеспечивает зажим двух труб для дальнейшего произведения монтажных действий. Также для фиксации самого центратора используется специальный каркас. Для активации работы подвижных хомутов задействуют гидросистему, которая работает за счет механического привода. Впрочем, бывают разные виды оборудования, выполняющего эту функцию. На рынке можно встретить и универсальный аппарат для стыковой сварки полиэтиленовых труб разного типоразмера. В составе таких устройств обычно предусматриваются комплекты с насадками диаметром от 20 до 75 мм. Это оптимальный вариант, если планируется выполнение монтажных действий в бытовых условиях. Для более сложных задач потребуется набор из нескольких функциональных частей, формирующих единый сварочный комплекс.
Центраторы для сварки труб
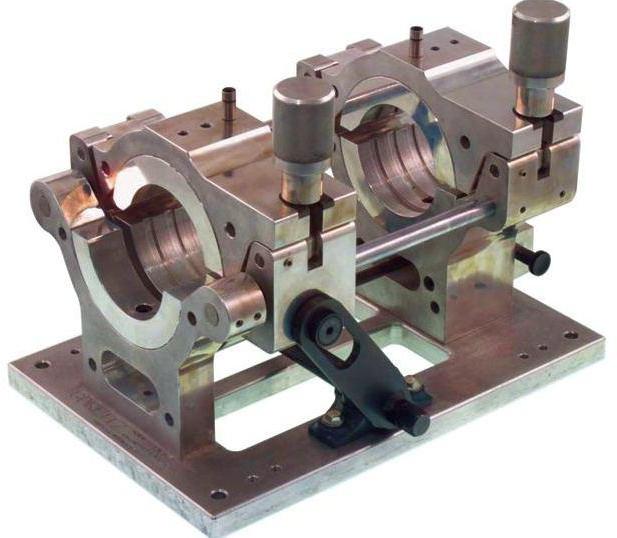
Первое время данная технология применялась исключительно в работе с трубами, одна из которых была стационарной, то есть уже входила в коммуникационную сеть. Это облегчало задачу, поскольку повышалась точность соединения. Проблемы же возникали в работе с двумя подвижными окончаниями труб, для которых и был введен базовый центратор. Это устройство, за счет которого сварочный аппарат для сварки полиэтиленовых труб обеспечивает высокую точность формирования стыка. Он требуется сначала для достижения соосности торцов, а после этого оператор выполняет их сведение. По конструкции центратор напоминает систему массивного хомута, выполненного из двух металлических частей. Хотя такие агрегаты в определенной степени относятся к универсальному оборудованию, их все же следует подбирать для труб с типоразмерами целевого диапазона.
Гидравлические агрегаты для сварки
В процессе выполнения сварки предусматривается оказание механического воздействия на трубы с целью их перемещения по осям или друг к другу. Для выполнения этой функции применяется упомянутый гидравлический агрегат. Обычно он составляет единый комплекс с центратором, обеспечивая и его управление. В простейших конфигурациях оборудование для сварки полиэтиленовых труб выполняет лишь фиксацию и спайку элементов. Более сложные системы требуют от пользователя контроля давления, подаваемого на гидравлическую машину, точную подгонку окончаний труб и непосредственное управление хомутами центратора. Все эти функции могут ложиться на гидравлический агрегат. Специально для упрощения данных операций производители снабжают оборудование эргономичными панелями управления, в том числе с автоматическими системами.
Торцеватели и нагреватели

Операцию выполнения сварки предвещает подготовка труб. В частности, с помощью торцевателя производится в некотором роде шлифовка кромок и плоскостей элементов с целью обеспечения их плотного прилегания. Что касается нагревателей, то они интегрируются в комплекс, состоящий из гидравлической машины и центратора. По конструкции этот компонент напоминает крупный блин, который размещается между торцами двух труб, обеспечивая их нагрев. Управление этой частью также реализуется через специальный пульт. Если данный агрегат для сварки полиэтиленовых труб используется в регулярном режиме, то его включают в единую конструкцию с центратором. Обычно он действует как откидное вспомогательное приспособление, несмотря на значимость функции нагрева. Также стоит отметить, что нагреватели должны иметь специальные тефлоновые покрытия, что позволяет их без труда убирать после плавки труб.
Подготовка к сварке
Начинается работа с погружения труб в центратор и последующей их фиксации. Следует надежно закрепить трубы так, чтобы обеспечивалась и возможность их плавного перемещения. Как правило, одна часть фиксируется жестко, а другая передвигается за счет усилия гидравлической машины. При необходимости сварка полиэтиленовых труб своими руками может выполняться и без торцевателя. В этом случае следует изначально очистить стыковочные поверхности с помощью шлифовального инструмента. Если же в наличие есть торцеватель, то зачистка производится прямо на центраторе, после чего образовавшаяся стружка удаляется снаружи и с внутренней части. Далее можно приступать к выполнению контрольной подгонки. Важно, чтобы трубы подходили друг к другу с минимальным зазором и отклонениями в плоскостях. Небольшие погрешности компенсируются сваркой, но и в этом случае будет обеспечена неравномерность пластиковой массы в зоне соединения.
Нагрев труб
Пожалуй, это самый ответственный этап, поскольку в его рамках выполняется нагрев пластика. В первую очередь нагретый диск должен обрести достаточную температуру. После этого он располагается между двумя торцами, которые прижимаются для обеспечения предварительного разогрева. Усилие должно быть небольшим, но достаточным, чтобы материал двух труб оплавился и плотно сошелся. Чтобы получилась качественная сварка полиэтиленовых труб, необходимо контролировать и тепловое воздействие. Его можно отслеживать визуально – оптимальный режим предусматривает плавление торцов, но при условии сохранения вязкости структуры. Результатом этого этапа должно стать формирование небольшого валика из расплавленной массы, которая немного выйдет за края торцов.
Перестановка

После выполнения нагрева торцов очень важно своевременно удалить раскаленный инструмент и вновь совместить свариваемые поверхности. Важно, чтобы трубы сохранили общую целостность своих кромок в будущих местах стыка. Максимальный временной промежуток, в ходе которого должно выполняться это действие, занимает 25 сек. Но это актуально для крупных труб, диаметр которых составляет 60-75 мм. Для бытовой сантехнической трубы ПВХ этот показатель составляет порядка 5-10 сек. Высокая скорость перестановки требуется по той причине, что материал быстро остывает без поддержки нагревателя. В итоге стыковая сварка полиэтиленовых труб может потерять в качестве из-за неплотного сцепления торцов. С другой стороны, спешка тоже не всегда идет на пользу. Нарушения в точности сведения элементов не менее опасны с точки зрения формирования качественного шва.
Осадка трубы
Суть осадки заключается в правильном образовании шва и доведения его гранта до оптимального состояния. После того как стыковка торцов без нагревателя завершается, начинается этап уже полноценного остывания материала. В этот период также возможен выход пластиковой массы за кромки – это и будет создание качественного гранта. Желательно, чтобы образование нового слоя выходящего пластика происходило на фоне его перемешивания с гратом, полученным до перестановки. Таким образом, будет получена более глубокая сварка полиэтиленовых труб с оптимально смешанными структурами двух материалов. Обычно для достижения хорошего результата после перестановки операторы усиливают силу зажима, которая плотнее сводит торцевые поверхности.
Охлаждение материала

Окончательное формирование сварного шва с закреплением его структуры происходит в стадии охлаждения. Обретение прочности в зоне соединения происходит благодаря тому, что места трубных стенок, прилегающие к полученному шву, увеличиваются в толщине. К слову, это означает не просто образование надежного стыка – такие участки, как правило, оказываются механически более прочными, чем изначальная структура материала. Искусственно повысить этот показатель можно за счет более интенсивного нагрева, который допускает сварка полиэтиленовых труб в рамках технологических ограничений. Само же охлаждение должно происходить естественно и в условиях комнатной температуры. То есть помогать ускорению остывания не следует, так как это может негативно сказаться на будущих качествах шва. После полного остывания трубу следует изъять из сварочного агрегата, предварительно ослабив силу зажима.
Заключение

Технологически процесс соединения пластиковых труб гораздо проще, чем сварка металлических аналогов. Однако популярные в наше время поливинилхлоридные материалы появились недавно, поэтому и способы их обработки не так распространены среди домашних мастеров. На деле же сварочные сварки полиэтиленовых труб выполняются легко и практически без вложений в расходные материалы. Главное, приобрести соответствующее оборудование. Для работы с небольшими по диаметру трубами предлагаются компактные аппараты, в которых уже предусмотрены все основные функциональные части. Другое дело, что в быту потребность в выполнении подобных операций возникает достаточно редко, хотя качество результата такой сварки невозможно повторить ни одним народным способом.











