














Консольно-фрезерный станок – один из самых распространенных типов оборудования. Конструкция приспособления включает салазки и рабочую консоль. Перемещение рабочей части осуществляется в трех направлениях: продольно, вертикально и поперечно. Агрегаты делятся на неповоротные модели с горизонтальным расположением, вертикально-фрезерные вариации и универсальные модификации. На основе рассматриваемого оборудования выпускаются копировальные, программно управляемые экземпляры и их комбинированные варианты.
Ниже приведена общая схема устройства данного оборудования:
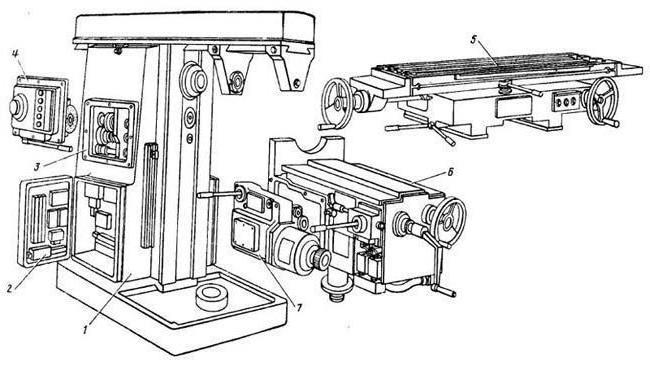
1 – остов (станина).
2 – электрическое оснащение.
3 – коробка переключения скоростей.
4 – узел регулировки оборотов.
5 – салазки со столом.
6 – консоль.
7 – блок подачи.
Предназначение
Консольно-фрезерный станок предназначен для выполнения соответствующих работ с использованием торцовых, дисковых, угловых и прочих фрез. На оборудовании доступно обрабатывать различные заготовки, подходящие по размеру. Материал, пригодный для участия в рабочем процессе, – чугун, цветные металлы, пластик, сталь и другие сплавы.
На аналогах с поворотным столом можно обрабатывать винтовые гнезда на режущих частях инструмента. Универсальные модели предназначены для осуществления разнообразных фрезерных манипуляций, включая расточные и сверлильные работы в условиях экспериментального либо единичного производства. Нередко комплексы применяются в широкомасштабном выпуске различных деталей.
Консольно-фрезерные станки: модели с шириной стола 160/200 и 250 мм
Данное оборудование предназначено для обработки деталей компактных размеров, преимущественно из цветных металлов и их сплавов, а также изделий из пластика и пластмассы. Кроме того, рассматриваемое приспособление рассчитано на чистовую обработку стали, чугуна. Весь процесс происходит в автоматическом режиме по заданному циклу.
Консольно-фрезерный станок с шириной стола 200 мм применяется для обработки небольших деталей из стали, чугуна, пластмасса и цветных металлов. Производство этого оборудования налажено на Вильнюсском комбинате по выпуску станков. Практикуется выпуск трех моделей агрегатов: горизонтальная версия 6М80Г, универсальные аналоги 6М10 и копировальные автоматы типа 6П10К.

Еще один изготовитель консольно-фрезерных станков – Дмитровский завод, который выпускает образцы серии "Р". Среди них: 6Р81Г, 6Р81Ш, 6Р11. Все агрегаты унифицированы, работают в автоматическом режиме, имеют реверс и стандартную коробку передач. Ранее комбинат выпускал упрощенные консольные модификации серии "Н" и "Г".
Модификации с ЧПУ
Консольно-фрезерные станки этого типа оснащаются электрическим мотором мощностью 5,5 кВт с оборотистостью 1450 вращений в минуту. Они широко используются в машиностроении и промышленности. Рабочее движение передается через два вида передач: 35/27 либо 21/41. Схема консольно-фрезерного станка свидетельствует о том, что номер фигурной шестерни зависит от количества зубьев. Таким образом, оборудование может функционировать на двух разных скоростях. Правильная работа инструмента зависит от постоянного модуля сцепки шестеренок, которая должна быть стабильной с парой агрегирующих между собой колес.
Кинематическая схема станка включает в себя структурную диаграмму при вращении шпинделя. При этом сетка количества оборотов связана с числом и номиналом включаемых передач. Дистанция между вертикальными и горизонтальными направляющими зависит от выбранного масштаба в процессе работ.
Консольно-фрезерный станок: характеристики
Пересекающиеся точки по вертикали и горизонтали идентичны количеству оборотов на любом этапе работы шпинделя. Функционирующие валы между собой агрегируют путем сцепления через зубчатые колеса (шестерни). Как правило, число этих модулей составляет 61 или 62 единицы.
В случае передачи движения с одного вала на другой элемент наблюдается несколько этапов работы (2, 3, 4 и более). Итоговый показатель рассчитывается по формуле m*n. Например, 2*4 = 8 различных скоростей.

Устройство и панель управления
В паспорте консольно-фрезерного станка указывается, что он состоит из станины, электрической части, коробки подач, консоли, блока переключения, стола и салазок. Управление и настройка агрегата осуществляется при помощи следующих элементов:
- Рукояти активации продольной и поперечной подачи.
- Регулятора ввода.
- Контроллера помпы узла охлаждения.
- Переключателя скорости и частоты оборотов шпинделя.
- Маховика перемещения, а также кнопки «Стоп» и «Пуск».
- Указательная стрелка скорости шпиндельного блока.
- Импульсной и ускоряющей клавиши.
- Ручное перемещение хобота и активации освещения.
- Зажимов для серьги и стола.
- Звездочки автоматического режима.
- Механизмов включения перемещения стола в продольной и поперечной скорости.
- Указателя подач.
- Рукоятки зажима, включения и перемещения салазок.
- Регулятора режимов (ручной и автоматический тип).
Скоростная коробка
Узел переключения скоростей широкоуниверсального консольно-фрезерного станка находится в корпусе из чугуна, агрегация с валом скорости осуществляется через упругую муфту. Шпиндель рассматриваемого блока – это вал с тремя точками опоры. Его точность определяют специальные подшипники. Еще один элемент предназначен для удержания хвостовика этого узла.
Осевой зазор регулируется при помощи шлифовки стопорных колец. Увеличенный люфт можно убрать посредством обработки полуколец и фиксирующей гайки. За смазку коробки скоростей отвечает плунжерный насос, производительность которого составляет 2 литра в минуту. Остальные детали данного механизма получают смазку методом разбрызгивания из трубки, размещенной над блоком контроля скоростей.
Узел управления скоростями модификации 6Р82
Коробка переключения скоростей этой модели дает возможность выбрать нужный режим без последовательных промежуточных этапов. Рабочая рейка перемещается при помощи предусмотренной рукояти. Валик оси движется после воздействия на него вилки и диска контроллера в осевом направлении. Затем консольно-фрезерный станок 6Р82, устройство и схему которого подробнее рассмотрим далее, функционирует при помощи конической передачи и указателя скоростей. На диске имеются отверстия, которые зацепляются попарно с шестеренкой.
Пружина регулируется посредством пробки-фиксатора, устанавливаемую в режим фиксации путем поворота с нормальным усилием. Ручка управления в режиме включения фиксируется пружиной и шариковым элементом. Кроме того, шип рукоятки входит в зацепление с пазом фланца. Стоит отметить, что зазор конической передачи не должен превышать 0,2 мм. Диск с учетом этого показателя может поворачиваться на величину до 1 миллиметра.
Коробка подач
Это узел обеспечивает получение рабочих подач и скоростных передвижений консоли, салазок и стола. При перемещении импульсы передаются на вал при помощи предохранительной муфты и втулки, которые между собой соединяются посредством шпонки и выходного вала. Дисковая часть фрикционного блока агрегирует с втулкой и валиком. При активации кулачка муфты усилие передается на гайку, шестерни и диски.
Коробка переключения подач универсального консольно-фрезерного станка размещена в станине. Принцип действия данного узла аналогичен блоку скоростей. От осевого смещения диск защищен валиком, который запирается при помощи пары шариков и втулки. Стопорение диска производится посредством идентичных деталей, связанных с валом посредством шпонки.
Упрощенная схема
Ниже приведено схематическое изображение вертикального консольно-фрезерного станка (коробка подач) и пояснения.
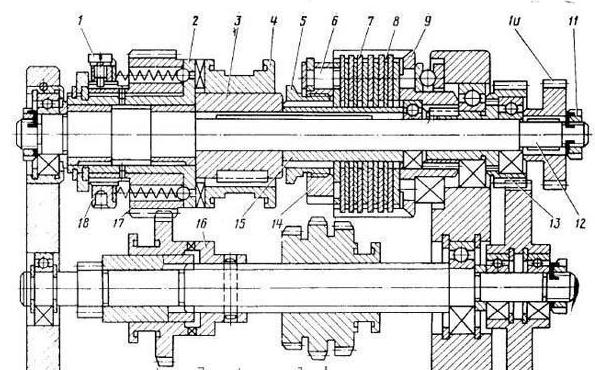
1 – запирающий валик.
2 – втулка.
3 – кольцевая проточка.
4 – кулачковая муфта.
5 – рукоять управления.
6 – пара шариков.
7 и 8 – рабочие диски.
9 – контрольный шарик.
10 – дисковый переключатель
11 – шестерня.
12 – указатель скоростей.
13 – крутящий вал.
14 – гайка.
15, 16, 17, 18 – стопорные кольца и фиксаторы.
Параметры модели 6Р82 и 6Р82Г
Для сравнения рассмотрим две самых популярных модели станков. Начнем с характеристик модификации 6Р82:
- Длина/ширина рабочего стола – 1,25/0,32 м.
- Количество Т-образных пазов – 3.
- Габариты – 2,3/1,95/1,67 м.
- Вес – 2,9 т.
- Механизм торможения шпинделя – присутствует.
- Масса обрабатываемой заготовки по максимуму – 250 кг.
- Перемещение лимба за один оборот (продольно/вертикально) – 6/2 мм.
- Дистанция от оси до хобота – 155 мм.
- Продольное/поперечное перемещение стола – 800/240 мм.
Модификация 6Р82Г отличается только массой (2,83 т), а также предельным расстоянием от горизонтального шпинделя до рабочей поверхности (450 мм).
Особенности
Технологически модели серии «Р» более усовершенствованы в плане продольного хода рабочего стола (на 100 мм). Точная установка поверхности производится посредством модернизированного крепления лимбов. Кроме того, данное оборудование обладает оптимальной конфигурацией, отвечающей современным стандартом технической эстетики. Все основные узлы рассматриваемых станков унифицированы между собой.

Дополнительное удобство при работе и управлении версиями «М» и «Р» обеспечивается посредством автоматизированного цикла и такими опциями, как:
- Дублирование контроллера количества оборотов шпинделя и подачи стола.
- Возможность выборочной установки нужного числа вращений оси или лимба.
- Не требуется при выполнении манипуляций проходить промежуточные ступени.
- Предусмотрено автоматическое перемещение стола от рукояток, направление которых аналогично движению рабочей поверхности.
- Присутствует пуск и остановка шпинделя в ускоренном режиме при помощи специальных кнопок и воздействия постоянного тока.
- Стол может передвигаться в вертикальной, горизонтальной и продольной проекции.
Настройка автоматического режима
У консольно-фрезерных станков модификации «М» и «Р» регулировка продольного перемещения стола осуществляется в автоматическом или полуавтоматическом режиме. При единичном производстве контроль подач выполняется вручную, включая быстрое перемещение стола. Серийное изготовление предусматривает использование автоматических и полуавтоматических диапазонов. По сути, данные режимы представляют собой скачкообразный и маятниковый способ действия.
Чтобы настроить процесс соответствующим образом, в Т-образном пазу сбоку делается расстояние между кулачками по определенному показателю. Эти элементы в нужный момент воздействуют на контрольную звездочку быстрыми рабочими движениями стола на ручку переключения продольной подачи, что дает возможность гарантировать работу оборудования по заданному циклу.
Основные рабочие циклы консольно-фрезерного станка перечислены ниже:
- Скачкообразный полуавтоматический режим.
- Быстрые подачи вправо и влево назад.
- Аналогичная операция в левую сторону и обратное направление справа.
- Активная подача заготовки с последующей остановкой.
- Маятниковый автоматический цикл.
- Операции на автомате только в правую либо левую сторону.
Процесс настройки проводится в следующей последовательности:
- Станок должен быть отключен от сети питания.
- Переключатели режимов ставятся в нужное положение («Автоматическое управление»).
- Агрегат активируется нажатием кнопки «Включено».
- Кулачки устанавливаются в соответствующую позицию.
- Подача на быстрый ход и обратно производится на любом этапе и направлении движения, за исключением зоны ограничения для возможной работы элементов.
- Корректировка автоматического или ручного движения стола осуществляется в нейтральном положении путем продольного нажатия рукоятки до упора. В случае невозможности фиксации маховика на торце поворачивают регулировочный винт.

Вместо заключения
Консольно-фрезерный станок, цена которого в России стартует от 120 тысяч рублей, способен помочь в качественной обработке заготовок из стали, чугуна, пластика и цветных металлов. При этом оборудование может использоваться как для единичного, так и для серийного производства. Техника позволяет получить детали различной конфигурации с пазами, шестернями и зубьями. Кроме того, фрезеровка может выполняться с учетом поворота стола вокруг собственной оси на 45 градусов. Категория точности станка относится к классу «Н» (нормальный). Дополнительные возможности применения агрегата доступны при эксплуатации накладной рабочей головки, делительных аналогов и поворотной рабочей поверхности.











