















Необходимость выполнения сварочных работ под водой может быть обусловлена разными причинами, как правило, связанными со строительными работами. Например, это может касаться монтажа конструкций гидростанций, портовых групп, мостов и т.д. Широко распространены и мероприятия по устройству трубопроводов. В любом случае сварка под водой применяется не первый год и по качеству результата немногим уступает стандартным техникам.
Принципы формирования сварочной дуги под водой

Применяются разные технологические методы организации сварочного процесса под водой. Кардинально различают два метода: с формированием искусственной газовой среды и с применением аппаратуры, обеспеченной эффективными изоляторами от воды. Наиболее надежным и производительным считается способ сварки в глубоководной камере, вмещающей в себя и самого сварщика, и рабочий узел. Образуется сухая среда, которая полностью исключает помехи со стороны влаги. Далее производится сварка под давлением воды с подключением барокомплекса, обеспечивающего коммуникационное снабжение камеры.
Качество работы соответствует самым высоким требованиям, но технически организовать такие условия достаточно сложно и дорого. Это могут себе позволить лишь крупные предприятия, работающие над масштабными проектами. Поэтому чаще используется метод дуговой сварки в газовом пузыре, образующемся при испарении воды и элементов расплавленного металла. В данном процессе важную роль будет играть покрытие электрода.
Требуемое оборудование и материалы
Сварка может производиться и на переменном, и на постоянном токе. Оборудование с расходниками подбирается под конкретные параметры дуги с расчетом на обеспечение защиты от замыкания и потери стабильности горения. К слову, среднее напряжение дуги должно составлять 30-35 В. Источниками питания выступают однопостовые и многопостовые аппараты, дополняемые традиционной комбинацией трансформаторов (генераторов) и преобразователей. Напряжение агрегатов при холостом ходе должно варьироваться в среднем от 70 до 100 В.
Особое внимание уделяется подбору электродов. Для сварки под водой в ручном режиме используют прутья толщиной 4-6 мм. Но самое главное – характеристики покрытия электродов. Как минимум это должен быть водонепроницаемый слой, пропитанный нитролаками, парафином, растворами целлулоида в ацетоне и синтетическими смолами с дихлорэтаном. Водолаз-сварщик обращается с электродом с помощью специального электрододержателя, по всей поверхности обеспеченного электроизоляцией.
Инструкция по выполнению гидросварки

Технология сухой сварки, при которой локализуется газовая среда. В рабочей зоне монтируется камера из портативных модулей, которые позволяют организовать сухую изолированную среду под водой. Сварка металла производится следующим образом:
- Через гибкий шланг, проходящий в камеру, подается электродная проволока.
- Параллельно начинается подача инертного газа, который будет защищать свариваемый участок и покрытие электрода.
- Водолаз-сварщик регулирует подачу проволоки с помощью тягового механизма.
- Через источники тока, находящиеся на поверхности, подается напряжение на дугу.
- Используя рабочую оснастку с электрододержателем, оператор начинает розжиг дуги и непосредственно термическое воздействие на металл.
Особенностью этого процесса по отношению к обычной сварке на суше можно назвать применение широкой группы контрольно-измерительных приборов, которые позволяют комплексно учитывать показатели давления, влаги и температуры в камере.
Инструкция по выполнению мокрой сварки

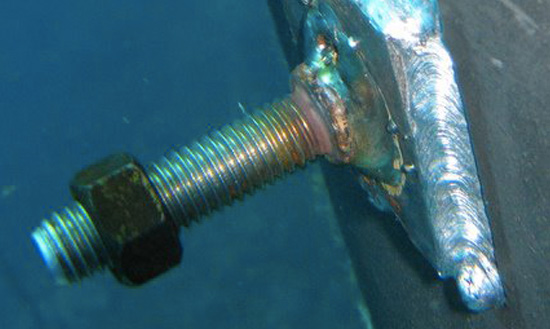
По этому методу может быть реализована и ручная, и полуавтоматическая сварка. При монтаже крупных конструкций обычно выполняется техника связки внахлест, а типовые операции термического воздействия позволяют обеспечивать угловые, тавровые и стыковые соединения металла. Как варят под водой сваркой по данной технологии? Техника основывается на способности электродуги поддерживать горение в искусственно созданном газовом пузыре в условиях активного охлаждения водой. Сварщик заключается в специальный водолазный костюм, получает снаряжение и необходимые подводки от оборудования, расположенного на поверхности. Далее процесс выполняется по стандартной технологии дуговой сварки. В полуавтоматическом режиме возможна автономная подача проволоки, что делает рабочий процесс непрерывным. Однако, этот метод связан с множеством недостатков – в их числе плохая видимость, сжатость дуги, получение пористого шва и т. д.
Особенности холодной сварки под водой
Данный метод исключает необходимость термического воздействия на металл в целях обеспечения расплава. Принцип действия заключается в химических процессах, которые активирует специальная паста. Это составы на однокомпонентной или двухкомпонентной основе, которые представляют собой высокоадгезивную клейкую смесь. В частности, для сварки под водой используют пластичные и водостойкие пасты с металлическими наполнителями. После выполнения замазки состав активируется, обеспечивая долговечную герметизацию рабочей зоны. Главным недостатком такой сварки можно назвать ограниченность применения. Данный метод подойдет лишь в качестве средства реставрации мелких повреждений в конструкциях и трубопроводах. Для соединения массивных металлических элементов подобные смеси недостаточно прочны.
Особенности выполнения электродуговой резки

Рабочий процесс в данном случае производится под высокими показателями сварного тока. При этом оборудование можно применять то же, что и при дуговой сварке. Электроды желательно использовать большего диаметра – порядка 5-7 мм и длиной до 700 мм. Резка выполняется по мере перемещения электрода в рабочей зоне. Начинать рекомендуется с отверстия или кромки, после чего стабильно поддерживать контур резки до его окончания. В случае с толстыми листами металла электродуговая сварка под водой выполняется плавным движением от верхней точки к нижней, и быстрым – при подъеме снизу вверх. Также учитывается следующая особенность: по мере увеличения толщины заготовки будет резко снижаться производительность оборудования с точки зрения электротермического воздействия. В то же время значительно вырастет расход электродов.
Сложности выполнения работ с позиции сварщика

Проблемы работы под водой обуславливаются целым комплексом факторов. В их числе можно назвать уже упомянутую плохую видимость, стесненность движений из-за снаряжения и давления, преодолением подводного течения и отсутствием надежных опорных точек. Все это сказывается на точности выполнения манипуляций с электродами и подключении оборудования. К наиболее распространенным и характерным дефектам сварки под водой относят плохой провар, наплывы и подрезы. Повышается и риск типовых негативных факторов, от которых на поверхности традиционно защищаются флюсом и газовыми изолирующими средами.
Заключение
Успешность производства подводных сварочных работ в наибольшей степени будет зависеть от качества их технической организации. Даже выбор метода термического воздействия не столь принципиален, так как все способы в разной степени основываются на принципе розжига и поддержания электрической дуги. Разве что сварка под водой с применением синтетических паст-герметиков имеет принципиальные отличия, хотя ее используют в исключительных случаях. Но и при таком способе важно учитывать мельчайшие организационные детали. К ним следует отнести качество рабочей оснастки, четкость выполнения подготовительных операций и слаженность действий всех членов монтажной бригады. Важно подчеркнуть, что подводная сварка требует участия целой группы специалистов помимо водолаза. Чаще всего рабочее оборудование остается на поверхности и значительная часть контрольно-регулирующих операций производится электромеханиками без участия сварщика.











