















Пайка является одним из самых старейших способов надежного крепления металлических деталей, который был открыт чеканщиками из Египта более пяти тысяч лет назад. Суть этого метода заключается в создания неразъемного соединения металлов с помощью поверхностной диффузии, путем заполнения швов припоем, который представляет собой легкоплавкий материал с температурой плавления намного меньшей, чем у соединяемых деталей.
Отличным материалом для работы является медь, очистка поверхности которой не требует применения агрессивных веществ. Поэтому пайка меди в домашних условиях своими руками получила широкое распространение при необходимости ремонта предметов хозяйственного обихода и различных радиотехнических устройств.
Свойства медных сплавов
Медь является самым универсальным и доступным материалом. Положительные свойства металла обеспечивают широкое применение его сплавов во многих отраслях промышленного производства.

К таким свойствам относятся:
- Электропроводность меди является основным качественным показателем, который обуславливает ее повсеместное применение. Коэффициент электропроводности материала из меди превышает характеристики многих инженерных металлов. Добавление легирующих элементов и примесей в состав чистого металла уменьшает его проводимость, но значительно повышает прочность.
- Свойство теплопроводности, как и электрические характеристики, также зависит от процентного содержания примесей в медном сплаве.
- Коррозийная устойчивость меди определяется свойствами поверхностной пленки, которая малочувствительна к внешнему воздействию, поэтому и защищает эффективно основной металл от разложения. Медь устойчива к органическим кислотам, солевым и щелочным растворам, а вот азотные и неорганические кислоты способны разрушать структуру этого металла.
- Пластичность материала при его изготовлении или механической обработке (штамповке, прокатке) может значительно снижаться. Это свойство легко возвращается путем отжига металла, то есть его нагрева до 600–700 градусов с последующим охлаждением в естественных условиях.
- Внешний вид и цвет медных сплавов имеют характерный оттенок, который может существенно изменяться под воздействием погоды и атмосферных явлений. Медь имеет специфичный цвет от оранжево–розового оттенка до темно–бронзовой окраски. Атмосферное влияние может спровоцировать окрашивание поверхности вплоть до зеленого цвета. Некоторые медные сплавы широко используются в декоративных целях.
Хочется отметить, что процесс соединения разнообразных медных проводов не вызывает особой сложности, даже у людей, не имеющих опыта работы с паяльником. Поэтому полезнее будет остановиться на пайке металлических труб.
Методы пайки деталей из меди
Неразъемное соединение труб на промышленных предприятиях, как и пайка меди в бытовых условиях производится двумя способами:
- Высокотемпературный метод применяется при соединении медных деталей трубопроводов, работающих с большой нагрузкой. Этот способ расплавление припоя подразумевает при температуре 600–900℃.
- Низкотемпературный способ используется для пайки меди в домашних условиях. Место пайки при использовании мягкого припоя нагревается до 450℃, а применение твердого припоя требует нагрева свыше 450℃.
Технология пайки
Весь процесс пайки меди можно условно разделить на подготовительные операции и непосредственно сам этап соединения деталей. Основные операции соединения:
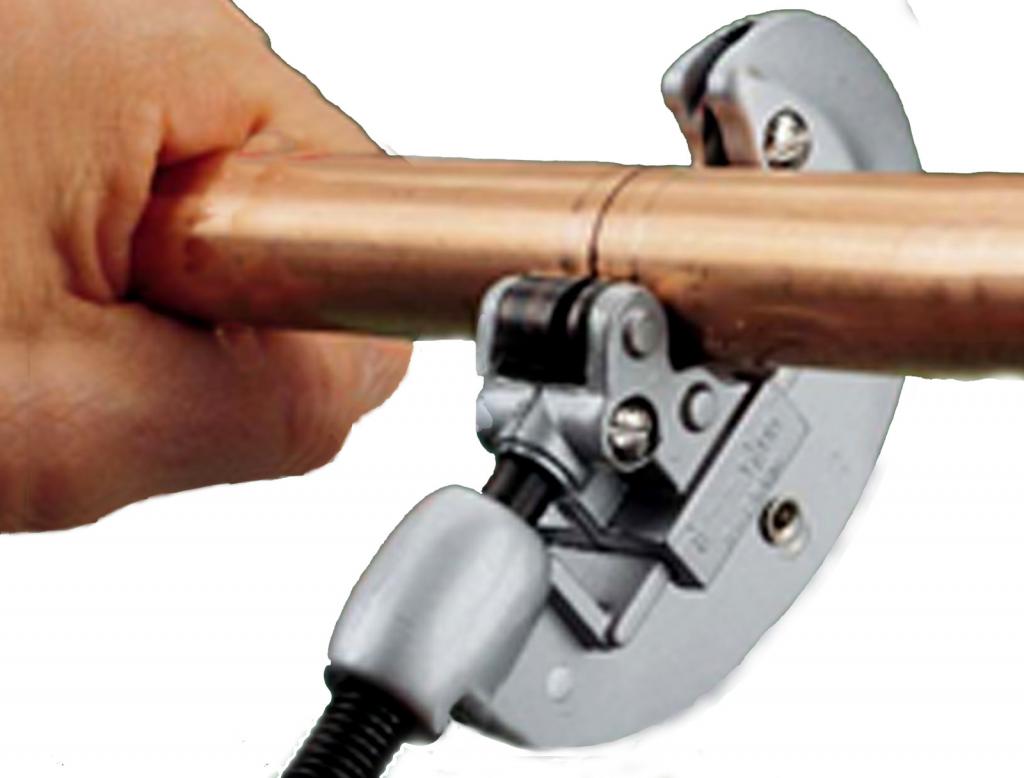
- Качественную резку труб легче осуществлять с помощью резака. Для этого его необходимо установить на обрабатываемую поверхность так, чтобы режущий ролик точно совпадал с линией разреза. Зажимным винтом поджимаем режущую плоскость к изделию, поворотом вокруг оси изделия осуществляем разрез металла. После двух оборотов вращением винта прижимаем резак к трубе. Обрезку меди можно производить и обычной ручной ножовкой по металлу, но добиться перпендикулярности среза будет очень сложно.
- Затем необходимо снять внутреннюю и наружную кромки детали. Внутренняя фаска удаляется для уменьшения сопротивления потоку газа или воды, а наружная кромка удаляется для облегчения процесса сборки изделия. Такие операции могут выполняться специальными приспособлениями как встроенными в резак, так и отдельными устройствами.
- Далее нужно зачистить кромки от окислов. Механическая очистка внутренней части трубы производится специальным ершиком, сеткой или наждачной бумагой, навернутой на штырь. Внешняя поверхность очищается либо устройством с отверстием, обрамленным металлической щеточкой, либо мелкой абразивной бумагой. После очистки поверхности необходимо удалить остатки пыли и абразива, которые снижают качество пайки меди.
- Удалив мусор, нужно нанести на поверхность флюс, причем пастообразный состав наносят кисточкой. Далее сразу соединяем детали.
- При сборке детали поворачивают друг относительно друга, чтобы флюс полностью распределился по поверхности, а элементы изделия закрепляются в удобном для пайки положении. Излишки флюса удаляются хлопчатобумажной ветошью.
- Перед нагреванием места пайки нужно снять все резиновые и пластмассовые элементы, которые могут пострадать при нагреве.
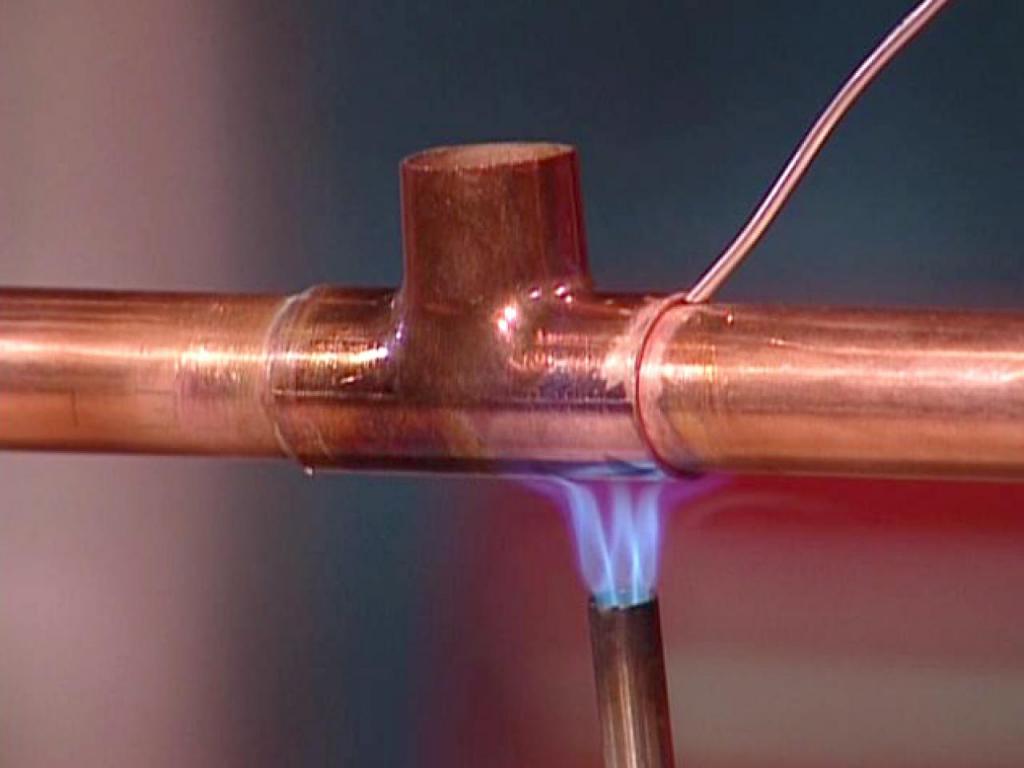
- Пламя горелки должно быть нормальным. Сбалансированное пламя горелки для пайки меди имеет небольшую величину и ярко-синий цвет. Место соединения нужно прогревать равномерно, плавно перемещая пламя со всех сторон изделия. При достижении оптимальной температуры плавления, припой начинает расплываться. После полного заполнения швов припоем, горелку необходимо отнести от места пайки меди и дать возможность соединению остыть естественным путем.
- Завершающим этапом будет удаление остатков флюса влажной ветошью, пропитанной спиртовым раствором.
Чтобы произвести пайку металла в домашних условиях, кроме подготовленных деталей, необходимо наличие инструмента для разогрева, а также соответствующего флюса и припоя.
Инструменты для нагрева места соединения
Существует несколько способов нагрева спаиваемых деталей. Самыми распространенными считаются методы разогрева места соединения с помощью паяльника, газовой горелки или строительного фена. Применение этих инструментов является оптимальным для проведения качественной работы в домашних условиях.
Применение паяльника
Паяльник представляет собой устройство, в котором жало нагревается до необходимой температуры под действием электрической энергии. Подбор устройства по мощности осуществляется в зависимости от толщины соединяемых деталей.

Используется паяльник в основном при низкотемпературной пайке. Нагрев металла и припоя происходит за счет тепловой энергии наконечника устройства. Жало прижимается плотно к месту соединения металла, в результате чего происходит его разогрев и плавление припоя.
Газовая горелка
Горелка является самым универсальным видом оборудования для нагрева места пайки. К этой категории относятся также и паяльные лампы, которые заправляются керосином или бензином.
Существует несколько разновидностей газовых горелок для пайки меди от высокопроизводительных моделей до бытовых устройств:
- с одноразовой емкостью;
- с применением баллона стационарного типа;
- ацетилен-кислородные горелки, которые составляют целые агрегаты для пайки медных труб.
По мощности горелки классифицируются так:
- для нагрева металла и пайки мягким припоем (бытовые);
- для проведения работы мягким и твердым припоем (полупрофессиональные);
- для осуществления пайки твердыми припоями (профессиональные).
Использование строительного температурного фена позволяет производить пайку легкоплавким припоем. Этот инструмент способен выделять струю горячего воздуха до 650 ℃.
Разновидности флюсов
Для образования качественного и надежного соединительного шва применение флюса имеет огромное значение. Он представляет собой состав, который способствует хорошему растеканию припоя, при этом очищая поверхность детали от окислов и грязи. Важной функцией флюса считается защита от попадания кислорода к месту пайки, что значительно повышает сцепление припоя с поверхностью металла.

По содержанию активных веществ флюс для пайки меди может быть следующих разновидностей:
- кислотным;
- бескислотным;
- активированным;
- антикоррозийным.
Для создания прочного соединения флюс должен отвечать нескольким требованиям:
- Плотность и вязкость состава должна быть ниже, чем у припоя.
- Нанесенный флюс, независимо от вида, должен равномерно размещаться по всей поверхности соединения.
- Эффективно растворять оксидную пленку, предотвращая ее повторное появление на изделии.
- Не должно происходить разрушение состава под воздействием высоких температур.
- Способность производить пайку как на горизонтальных поверхностях, так и на вертикальных стыках.
- И конечно, способствовать созданию аккуратного внешнего вида соединительного шва. Процесс пайки меди серебром проходит наиболее успешно при использовании флюсов, в состав которых входят фтористые соединения калия и бора.
Виды припоев
В качестве припоя для пайки меди могут применяться некоторые чистые металлы, а также их сплавы. Для создания надежного контакта припой должен хорошо смачивать основной металл, в противном случае произвести пайку невозможно.
Температура плавления припоя меньше такого же показателя соединяемых металлов, но выше той, при которой сочленение будет прочным.
Легкоплавкие припои
Расплавление легкоплавких (мягких) припоев происходит до 450 ℃. К этой группе относятся материалы, состоящие из свинца и олова в различной пропорции. Для придания составу специальных свойств могут добавляться кадмий, висмут, сурьма.

Оловянно–свинцовые припои не очень прочные, поэтому почти не используются при пайке деталей с большой нагрузкой или эксплуатируемых при температуре более 100 ℃.
Тугоплавкие припои
К этой группе принадлежат припои на основе серебра и меди. Медно–цинковые припои используются для соединения деталей со статической нагрузкой, потому что обладают определенной хрупкостью.
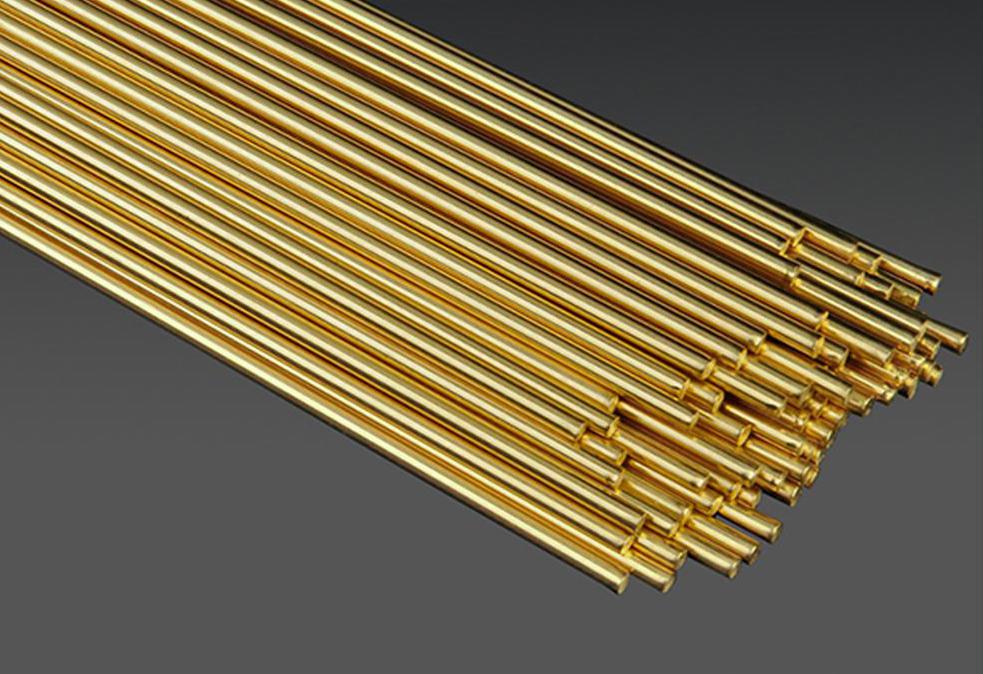
Процесс пайки меди латунью осуществляется с помощью твердого медно–фосфорного припоя.
Серебряные виды припоев относятся к наиболее качественным материалам. Такие сплавы могут содержать кроме серебра, цинк и медь. Эти припои применяются для соединений заготовок, которые работают в условиях ударов и вибраций.
Недопустимые ошибки при пайке
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта. Если какой-нибудь участок поверхности будет слабо прогрет, то это приведет к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на ее надежность.
Пайка медного материала не представляет особой сложности, даже для новичка. Главное - строго соблюдать все технологические этапы, не забывая при этом о мерах безопасности при проведении работ с горючими элементами.











