


















Воздействие электрической дуги на структуру материала – один из старейших способов получения прочного соединения между металлическими заготовками. Первые технологические подходы к данному способу сварки имели массу недостатков, связанных с пористостью шва и образованием трещин в рабочей зоне. К сегодняшнему дню производители оборудования и вспомогательных устройств существенно оптимизировали методику проведения электродуговой сварки, расширив и область ее использования.
Общие сведения о технологии
Метод носит обозначение ММА (Manual Metal Arc), что можно расшифровать как ручную сварку штучными электродами. Рабочий процесс базируется на управлении электрическим током, подаваемым к целевой зоне специальным источником, подключаемым к сети. К свариваемым деталям ток подводится двумя кабелями разной полярности. Собственно, замыкание электрической цепи и провоцирует образование дуги, тепловое воздействие которой плавит металл и формирует сварочную ванну.
После завершения тепловой атаки рабочая зона остывает, а ее структура кристаллизуется. Важной составляющей технологии электродуговой сварки является электрод. Как правило, это стальной стержень, обеспеченный обмазкой с определенным химическим составом. По мере воздействия электродуги структура прутка тоже плавится и каплями поступает в рабочую зону, образуя с заготовкой единый по структуре материал.

Поджиг дуги как первый рабочий этап
Как уже говорилось, инициация теплового воздействия происходит в результате замыкании электрической цепи. Сама дуга в зависимости от применяемого источника тока может характеризоваться пологопадающими, крутопадающими или жесткими вольтамперными свойствами. Она возникает в результате подачи тока к электроду и поверхности рабочей заготовки. Ток пропускается через оба объекта, после чего между ними и образуется электрическая дуга.
Само возбуждение процесса происходит разными способами. В одном случае электродуговая сварка инициируется путем кратковременного касания прутком рабочей детали с быстрым отрывом. А в другом – выполняются чиркающие касания с такими же отрывами на определенные расстояния. При этом стабильность сварки будет зависеть именно от выдержки приемлемой дистанции между электродом и заготовкой. Если превысить это расстояние, то горение дуги прекратится. И напротив, слишком близкое расположение стержня к свариваемой детали может вызвать слипание материалов. Выбор оптимального отступа зависит от степени эластичности самой дуги, которая в том числе определяется вольтамперными настройками оборудования. Опытные мастера могут корректировать дистанцию в рамках допустимого диапазона, влияя таким образом и на эффективность расплава, и на провар металла.
Процесс сварки

В работе участвует уже упомянутый источник тока, виды которого будут рассмотрены отдельно, и два кабеля с разной полярностью. Один кабель оканчивается электродным держателем, а другой – зажимом клеммы, которая фиксируется на заготовке. В результате теплового воздействия инициированной дуги происходит плавление металла в сварочной ванне. По мере течения этого процесса выполняется и перенос капель плавящегося электрода – мелкокапельный и крупнокапельный. Здесь надо подчеркнуть значимость покрытия прутка. Химический состав обмазки определяется не столько требованиями к взаимодействию с электрической дугой, сколько влиянием на структуру шва, которая примет в себя компоненты покрытия через плавящиеся капли.
В процессе электродуговой сварки также происходит сгорание внешнего слоя электрода, в результате чего образуются газообразные защитные соединения. Формирование облака, которое не допускает вредного воздействия от окружающей среды, является принципиальным отличием современного подхода к сварке ММА. После прекращения подачи электрической дуги начинается процесс затвердевания и кристаллизации образованного соединения.
Типы получаемых швов
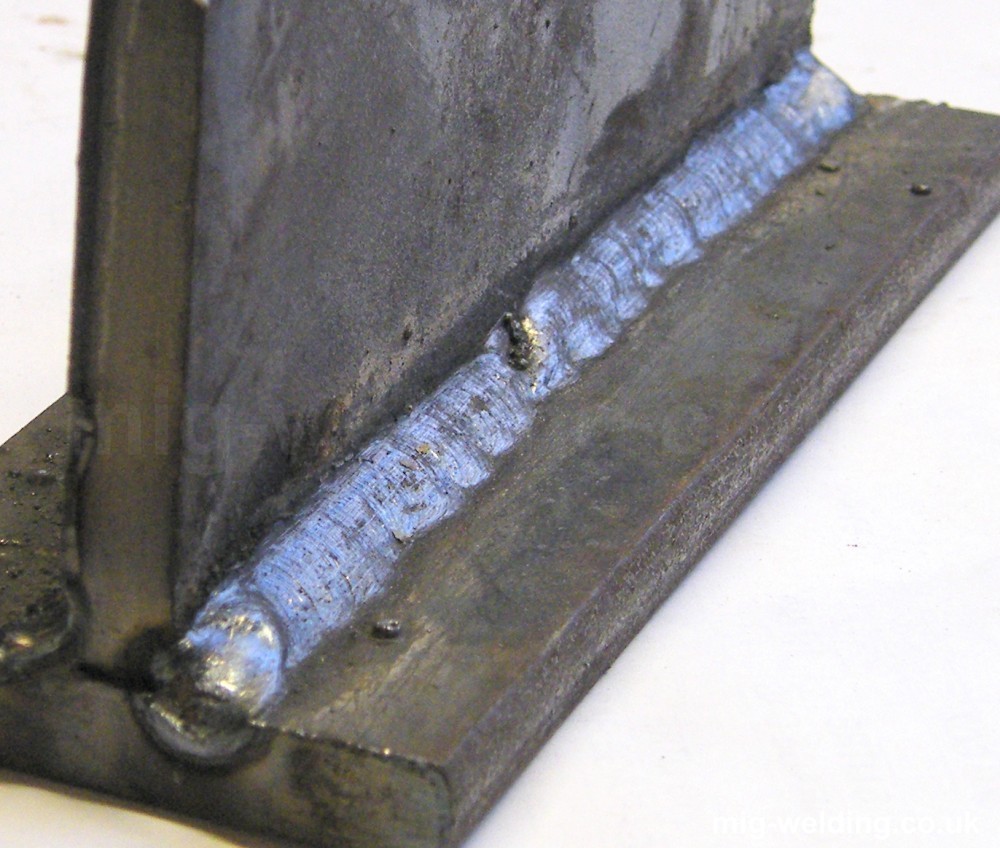
Существует несколько классификаций швов, которые можно получить в процессе данной сварки. Например, по положению выделяют потолочные, вертикальные и горизонтальные соединения. В свою очередь, вертикальные швы различаются в зависимости от направления – на спуск и подъем. Горизонтальные стыки, пожалуй, наиболее сложные, так как из сварочной зоны металл будет попадать на нижние кромки заготовки. По этой же причине верхняя кромка может получить подрез.
По протяженности различают прерывистые и непрерывные соединения. Первые довольно часто используются по той причине, что позволяют сэкономить ресурсы и время. Сплошные швы электродуговой сварки применяют в тех случаях, когда нужно обеспечить высокую степень надежности при сопряжении двух ответственных конструкций. Прерывистое соединение менее прочное, но в определенных условиях оно себя оправдывает.
Есть и классификация по выпуклости. Этот параметр зависит от объема наплавленного металла. Различают выпуклые, нормальные и вогнутые швы. При этом не стоит рассчитывать, что наличие большого количества наплава как такового обеспечивает прочность и долговечность соединения. Под действием высоких нагрузок и вибраций такой шов проигрывает стыку нормальной структуры.
Трансформаторы для сварки MMA

Это универсальный источник и преобразователь электрического тока, который также задействуют при сварке флюсом и плазменной резке металла. Такие аппараты просты в устройстве, неприхотливы в обслуживании и надежны. Управление даже современных моделей по большей части механическое. Начинку оборудования представляет катушка с намотанной проволокой – сердечник, преобразующий сетевой электрический ток в нужное для конкретных задач напряжение. Важно отметить, что работа с электродуговой сваркой под трансформаторным энергоснабжением предполагает использование переменного тока, что требует профессиональных навыков от оператора.
Инверторные аппараты

Наиболее технологичный, удобный в обращении и функциональный прибор для поддержки современной сварки. Он обеспечивает работу в условиях постоянного тока, повышая шансы на получение ровного и чистого шва даже у новичка. Что еще важно, электродуговая сварка с инвертором позволяет использовать для питания бытовую сеть, если она способна обеспечивать силу тока от 16 А до 25 А. В целом же это оптимальное решение для частных нужд, когда требуется обработка деталей в гараже, укладка металлических покрытий и т. д. Специалисты же могут использовать ресурсы инвертора и для аргонно-дуговой сварки, расширяя возможности эксплуатации оборудования.
Выпрямители для электродуговой сварки
Такие приборы служат для преобразования сетевого тока из переменного в постоянный, также способствуя выполнению качественных швов. Главным же отличием этого вида источников тока является слаженность взаимодействия с разными типами электродов. С такой поддержкой аппараты электродуговой сварки можно использовать для операций в защитных газовых средах – например, если пруток выполнен из стали или цветмета. К недостаткам же выпрямителей относят крупные размеры, большую массу и, как следствие, сложности с транспортировкой. Поэтому производители в качестве дополнения предлагают ходовые платформы с колесами для удобного перемещения аппарата.
Плюсы технологии

Конфигурация данного метода сварки на фоне многих альтернативных методов может казаться устаревшей и малоэффективной, тем не менее в рамках этой концепции можно организовать возможность обработки практически всех распространенных видов металлов. Универсальность является основным преимуществом метода MMA. Отмечается и плюс с точки зрения физической эргономики работы. Нельзя сказать, что ручная электродуговая сварка комфортна, однако сама возможность выполнения операций в любых положениях и в замкнутых пространствах очень ценна.
Отдельно стоит подчеркнуть и независимость от внешних атмосферных и температурных условий работы. Процесс можно организовать и в помещении, и на улице. Если же речь будет идти о повышенных требованиях к качеству шва, то технология допускает использование защитных сред для предотвращения доступа воздуха в сварочную ванну, что минимизирует риски появления дефектов.
Минусы технологии
Способ весьма дешево обходится в плане организации, что не может не обуславливать и ряд негативных факторов. Например, исключение современных методов автоматизации процесса и электронного контроля отдельных параметров источника тока перекладывает ответственность за качество шва на оператора. От его навыков в большей степени будут зависеть характеристики полученной структуры соединения. Простой в исполнении электродуговую сварку металлов тоже назвать нельзя. Сложность заключается в процессе розжига дуги, который, опять же, контролируется пользователем «на глаз» без вспомогательных систем. Если же сравнивать метод с полуавтоматической сваркой, то обнаружится и недостаток производительности.
Заключение

Благодаря своей универсальности технология ММА охватила и стабильно удерживает множество сфер применения. В домашнем хозяйстве, в мастерских и автосервисах, на производствах и в строительстве находит свое место электродуговая сварка, позволяя выполнять самые разные по устройству швы. Что касается ограничений, то они в основном определяются эргономикой. Альтернативные концепции полуавтоматической сварки благодаря своему удобству тоже пользуются немалым спросом, по некоторым направлениям вытесняя принципы ММА. С другой стороны, дуговая сварка выигрывает у многих конкурентных технологий за счет повышенной прочности формируемого шва и минимальных ресурсных вложений в организацию работ.











