


















Детали из алюминия и его сплавов применяются практически в любой отрасли промышленного производства. Применение этого легкого металла с высокими показателями тепло- и электропроводности является самым распространенным и в бытовой технике. Поэтому при появлении неисправности возникает необходимость сваривания конструкций и изделий из алюминия в бытовых условиях. Произвести ремонтные операции с этим капризным металлом практически невозможно без аппарата для сварки алюминия. И если раньше такая работа была доступна в основном в промышленных условиях, то сейчас ее несложно выполнить и в домашней мастерской.
Особенности сварки алюминия
Технология сварочного процесса алюминия, как и любого другого металла, имеет свои особенности. Поэтому начинающему сварщику необходимо знать и понимать многие характеристики этого металла. Существует широкий спектр особенных свойств, которыми обладает алюминий. Сварка его подразумевает выполнение предварительной подготовки материала и непосредственного соединения деталей.

При этом нужно учитывать свойства металла:
- На поверхности алюминия всегда есть оксидная пленка, которая существенно снижает процесс сварки. Температура плавления металла 660 ℃, в то время как плавление пленки происходит при 2000 ℃.
- При алюминиевой сварке значительно мешают созданию сплошного шва капли металла, которые мгновенно покрываются оксидной пленкой. Она препятствует формированию качественного шва на открытом воздухе. Поэтому основным условием сварки алюминия является защита зоны нагрева аргоном.
- Растворенный водород, который присутствует в составе алюминия, выходит во время сварки в атмосферу, что приводит к образованию кристаллических трещин и пор.
- В расплавленном состоянии алюминий имеет высокую текучесть, что очень затрудняет создание сварочной ванны. Поэтому при алюминиевой сварке требуется устраивать хороший отвод тепла от места соединения.
- Из-за высокого коэффициента линейного расширения металла происходит большая усадка при охлаждении.
- Высокая теплопроводность заставляет увеличивать величину тока при сварке, чтобы уменьшить ее продолжительность.
- Режим и метод сварки алюминия в домашних условиях трудно выставить правильно из-за сложности определения марки сплава.
Качество сварки
Чтобы осуществить крепкое и надежное соединение деталей из алюминия, сварщик должен выполнить несколько основных технологических этапов:
- Произвести удаление оксидной пленки с поверхности соединения изделий. Эту операцию можно выполнить как механическим способом, очистив место стыка металлической щеткой, так и химическим методом с помощью специальных растворителей. Но самым действенным способом будет проведение сварки алюминия полуавтоматом в импульсном режиме, который посредством мгновенного разогрева металла обеспечивает хорошее удаление слоя оксида.
- Правильно осуществить разогрев поверхности металла в нужном диапазоне температур. Основной ошибкой начинающих сварщиков является перегрев металла, что приводит к прожиганию места соединения.
- Значительная линейная усадка алюминия при остывании может привести к деформации сварного шва. Поэтому нужно завершать процесс сварки меньшим током. А вот в начале работы необходимо подавать ток большой силы, чтобы обеспечить проплавление оксидной пленки.

Именно от правильного выполнения всех этих операций зависит качественное соединение изделий из алюминия.
Технология инверторной сварки
При соблюдении определенных условий сварка алюминия инвертором возможна и в домашних условиях. Для такой работы необходимо уделить особое внимание расходным материалам. К аппарату для сварки алюминия предъявляются невысокие требования. Для выполнения соединения понадобится:
- Устройство для нагревания электродов. Выполнение прожарки электродов является обязательным и необходимым условием соединения алюминиевых деталей. Чаще всего неудачные попытки алюминиевой сварки возникают из-за некачественной подготовки расходных приспособлений.
- Применяются специальные электроды для сварки металлов с высокой теплопроводностью, к которым относится и алюминий.
- Инвертор (аппарат для сварки алюминия). Уровень производительности его при применении в домашних условиях не имеет значения.
Процесс соединения алюминиевых деталей должен обязательно происходить под защитой инертного газа.
Основные этапы сварки:
- Подготовительные работы включают очистку поверхности соединяемых изделий и обязательную подготовку электродов.
- Сварочный процесс необходимо проводить аккуратно и медленно, строго соблюдая нужную глубину провара. После завершения этапа сварки подачу газа не отключают еще около пяти секунд.
Свойства электродов
В основу электродов для сварки алюминия входит чистый металл, масса которого является преобладающей, а также добавки, улучшающие процесс соединения. Механические свойства сварочных приспособлений являются основным параметром, по которому осуществляется их подбор для сварки. От этого зависит крепость шва.

Основные марки электродов для алюминиевой сварки: ОЗА, ОЗА–1, ОЗР–2, ОЗАНА–2. Все электроды обладают свойством гигроскопичности, поэтому требуется перед работой их обязательная просушка при температуре 200 ℃.
Полуавтоматическое соединение
Сварка алюминия полуавтоматом выполняется обязательно под защитой инертного газа. В качестве такого газа используется аргон. Возможно проведение соединения алюминия полуавтоматом без применения инертного газа, в случае использования расходной порошковой проволоки. Такое приспособление во время нагрева способно распылять железосодержащий порошок. Такое облако выполняет функцию защиты, как и аргон.

Недостатком этого метода считается низкое качество сварного шва, что значительно ограничивает его использование. Основной задачей сварщика будет решение о том, каким методом производить соединение.
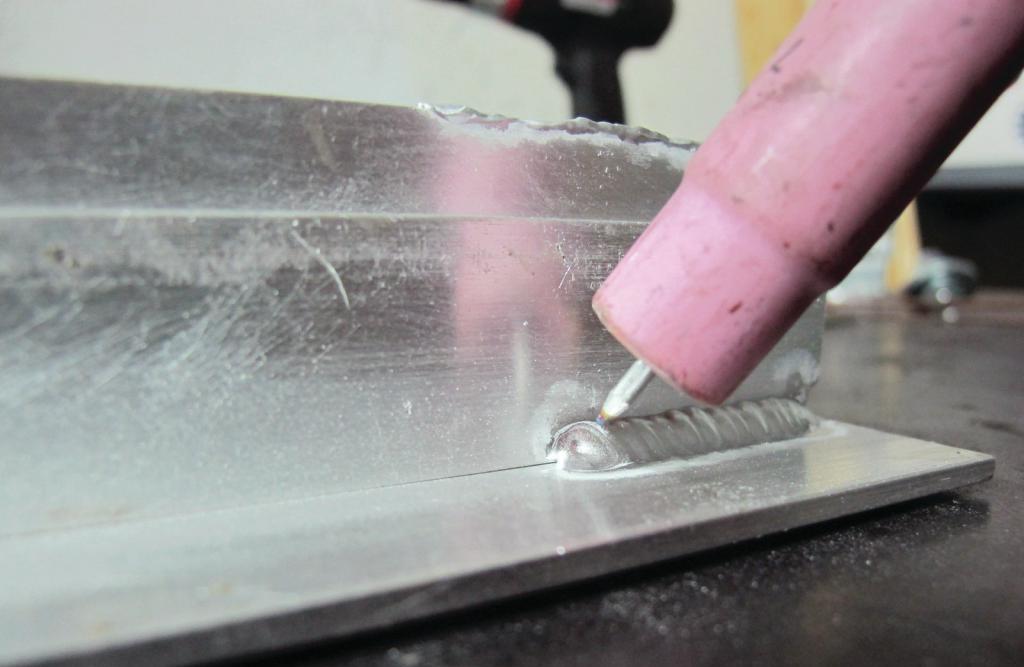
Технология TIG
При выполнении этой технологии применяются неплавкие электроды с содержанием вольфрама и проволока для присадки, которая автоматически наполняет шов между деталями. Использование такого процесса подразумевает применение режима переменного тока и высокочастотного розжига дуги. В этом случае разрушение оксидной пленки происходит путем катодного распыления при токе с обратной полярностью.
MIG метод
При технологии MIG присадкой являются сами плавящиеся электроды для сварки алюминия. Этот материал поступает в зону соединения при помощи устройства подачи проволоки.

Конечно, добиться высокого качества сварки алюминия в домашних условиях этим методом очень сложно, так как потребуется использование аппарата с импульсно-дуговым режимом. Выполняя сварку, горелку необходимо направлять под углом 10-20 градусов к вертикали, при этом расстояние между поверхностью соединения и соплом должно быть до 10-15 мм.
Советы по газовой сварке алюминия
Перед тем как приступить к сварке, нужно подготовить все материалы и инструменты. Более надежного соединения можно добиться с помощью дополнительного специального прута. После проведения тщательной очистки поверхностей изделия нужно эти места обработать флюсом. Такой способ подготовки уменьшит влияние оксидной пленки и позволит произвести сварку алюминия полуавтоматом наиболее качественно.

Далее включается газовая горелка и нагревается до оптимальной температуры. Следующим шагом будет прогрев места сварного соединения до температуры плавления металла. Во время такого прогревания к месту стыка прикладывается дополнительный стержень. В ходе этих операций металлы расплавляются и перемешиваются, в результате чего получается сварное соединение.
Помните, что соединение алюминия в домашних условиях для начинающего сварщика считается сложной работой. Такие проблемы в основном зависят от особенностей применяемого материала. Придется новичку набраться терпения для приобретения нужного опыта проведения сварки алюминиевых поверхностей.











