






Цель ультразвукового контроля – обнаружение несплошностей, определение их характеристик (эквивалентной площади (амплитуды), условных размеров, протяженности и пр.) и, в зависимости от полученных результатов, оценка годности объекта контроля согласно НТД. Достоверность, надежность, воспроизводимость результатов зависит от многих параметров как при подготовке к контролю, так и непосредственно при проведении контроля. Одним из таких параметров является качество акустического контакта. Постоянство ориентации преобразователя к поверхности изделия, площади акустического контакта обеспечивает постоянство чувствительности контроля во время сканирования и особенно актуально, когда используется УЗК криволинейных поверхностей.
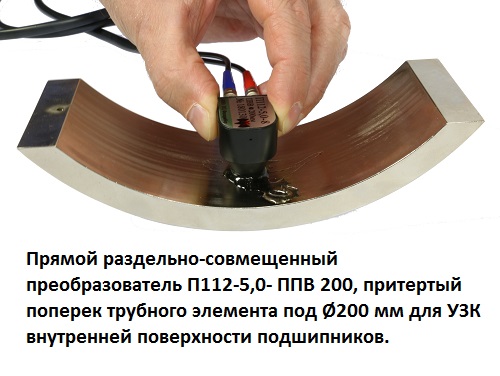
Основные способы обеспечения устойчивости преобразователя при сканировании поверхности контроля - притирка контактной поверхности преобразователя к поверхности и применение фиксирующих насадок. Отметим, что притирка по кривизне контролируемой поверхности возможна только для наклонных и раздельно-совмещенных преобразователей, материал призмы которых (чаще акрил) позволяет провести такое профилирование.
1. Когда необходимо применять притертые преобразователи?
Условия, при которых необходимо проводить контроль притертыми под контролируемую поверхность преобразователями, обозначены в НТД на контроль. Примеры таких требований приведены в таблице:
| № п/п | Наименование НТД | Условия притирки ПЭП |
| 1 | ГОСТ Р 55724-2013 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.» | п.9.7 … При сканировании по наружной или внутренней поверхности с радиусом кривизны менее 400мм призмы наклонных ПЭП должны соответствовать поверхности (быть притерты). |
| 2 | ГОСТ Р ISO 16811 «Неразрушающий контроль. Ультразвуковой контроль. Настройка чувствительности и диапазона.» | П.3.4 … Для сканирования по выпуклой поверхности контактная поверхность преобразователя должна быть профилирована, если диаметр объекта контроля D меньше десяти длин контактной поверхности преобразователя: D< 10l где D – диаметр объекта контроля (мм); l – размер контактной поверхности в направлении кривизны объекта контроля (мм). … Для сканирования по вогнутой поверхности контактная поверхность ПЭП должна быть всегда профилированной, кроме случая, когда достаточный контакт с поверхностью может быть достигнут вследствие очень большого радиуса кривизны сканируемой поверхности. |
| 3 | ГОСТ Р ISO 17640 «Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Технология, уровни контроля и оценки.» | п.6.3.4. Зазор g между контролируемой поверхностью и контактной поверхностью призмы преобразователя должен составлять не более 0,5мм. Для цилиндрических и сферических поверхностей это требование может быть проверено при помощи следующей формулы: g=a2/D где a – размер преобразователя в направлении контроля (мм); D – диаметр изделия (мм). Если рассчитанный по формуле зазор g получается более 0,5мм, призма преобразователя должна быть профилирована по форме контролируемой поверхности... |
| 4 | ОСТ 5.9675 – 88 «Контроль неразрушающий. Заготовки металлические. Ультразвуковой метод контроля сплошности.» | п.1.1 …притертые наклонные ПЭП для изделий диаметром 150мм и менее… |
| 5 | ГОСТ 17410 -78 «Контроль неразрушающий. Трубы металлические бесшовные цилиндрические.» | п. 1.6. При контактном способе контроля рабочую поверхность преобразователя притирают по поверхности трубы при наружном диаметре ее меньше 300мм. |
| 6 | ОП 501 ЦД-97 «Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения.» | п. 2.15. …если наружный диаметр труб и сосудов <500мм, допускается применять притертые ПЭП с настройкой по СОП с радиусом кривизны 0,9-1,1 от радиуса кривизны контролируемого изделия. |
| 7 | РД 34.17.418 ( И 23 СД-80) «Инструкция по дефектоскопии гибов трубопроводов из перлитной стали.» | п.6.7. Контроль гибов диаметром менее 273 мм проводится притертыми искателями. |
| 8 | ОСТ 108.958.03-96 «Поковки стальные для энергетического оборудования. Методика ультразвукового контроля.» | п.4.6 …При контроле по выпуклой поверхности диаметром менее 100мм наклонным преобразователем применяют притертый преобразователь. …При контроле по вогнутой поверхности радиусом кривизны R рабочую поверхность преобразователя в направлении искривления притирают при невыполнении условия: R ≥ 1,2А2/λ где А – размер преобразователя в направлении искривления. |
| 9 | ОСТ 108.885.01 – 83 «Трубы для энергетического оборудования. Методика ультразвукового контроля.» | п.4.11. При контактном способе ультразвукового контроля труб с наружным диаметром менее 300мм рабочая поверхность преобразователя притирается по поверхности, соответствующей диаметру контролируемой трубы. |
| 10 | ПНАЭ Г-7-014-89 «Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть 1. Контроль основных материалов.» | п.2.6. При контроле изделий с Dн ≤ 300мм следует применять преобразователь с притертой поверхностью. |
| 11 | СТО 00220256-005-2005 «Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля.» | п.5.1.3 При сканировании по наружной цилиндрической поверхности или по внутренней цилиндрической поверхности, радиусом менее 400мм, для надежного акустического контакта рабочая поверхность призмы наклонного преобразователя должна соответствовать поверхности изделия. |
| 12 | СТО Газпром 2- 2.4-083-2006 «Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов.» | п.10.3.1.5 ПЭП применяют с плоской рабочей поверхностью, если выполняется условие: D ≥15a где D - диаметр трубы (мм); а - ширина ультразвукового преобразователя(мм). |
2. Преимущества применения притертых преобразователей
Из приведенных выше условий (например, D ≥15a) видно, что, используя узкие малогабаритные ПЭП с плоской рабочей поверхностью, возможно проводить контроль труб, цилиндрических изделий диаметром до 150÷180 мм (в некоторых случаях до 100мм!)
Многие так и поступают, т.к. и с притиркой не нужно заморачиваться, и возможно проводить сканирование с привычным поворотом на 10÷150. Однако тут есть важный момент, отмеченный В.Г. Щербинским [1], заключающийся в том, что через короткое время контроля призма притирается сама собой и образующаяся линза влияет на достоверность контроля. В результате, если вы настраивали чувствительность с преобразователем с плоской поверхностью, то при контроле чувствительность самопроизвольно повысится (значительно!), и вы будете перебраковывать сварные швы [2], что, конечно, очень нежелательно.
3. Как правильно притереть ПЭП?
Обработку призмы необходимо делать в приспособлении, исключающем перекос преобразователя относительно нормали к поверхности ввода. «Народные умельцы» рекомендуют для этой цели делать на поверхности ПЭП небольшую канавку круглым надфилем, как направляющую, затем обмотать наждачной бумагой трубу нужного диаметра и по ней проводить притирку. Ну это, конечно же, для того случая, когда «на безрыбье - и рак рыба». Если есть возможность – лучше купить у производителя уже притертые ПЭП. Так, например, в ООО «ИЦ Физприбор» есть ТУ на притертые ПЭП, разработан техпроцесс, есть план производства. Сначала делается преобразователь с предыскажением, рассчитывается, какой должна быть призма, чтобы угол ввода притертых ПЭП после притирки был тот, который указал заказчик. После этого определяются параметры ПЭП, и только потом проводится окончательная профилирование рабочей поверхности преобразователя на ЧПУ. Так что «думайте сами, решайте сами – иметь или не иметь».

4. Влияние притирки на основные параметры контроля
При контроле притертыми ПЭП необходимо учесть еще следующие моменты:
- настройка чувствительности проводится по СОП с соответствующей кривизной поверхности (±10%), т.е. работа только в тандеме «горбатый ПЭП + горбатый СОП»;
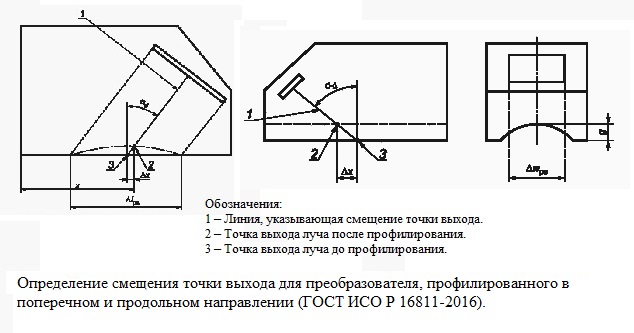
- при притирке преобразователя в продольном направлении меняется положение точки выхода и угол ввода;
- при притирке рабочей поверхности ПЭП в поперечном направлении меняется положение точки выхода.
Последние два пункта актуальны при определении координат обнаруженной во время контроля несплошности. Этот момент учтен в дефектоскопе УД9812 «Уралец»[3]. В данной модели при настройке глубиномера в стиле «Авторасчет» координаты X и Y устанавливаются по эхо-сигналам от зарубок (или углов) СОП, причем отсчет координат ведется от передней грани ПЭП. Таким образом, отсутствие привязки к точке выхода и размеру стрелы позволяет минимизировать ошибку при определении координат и, следовательно, в идентификации обнаруженной несплошности.
Вывод
Подводя итог вышесказанному, хочется заметить, что, конечно, ультразвуковой контроль изделий с криволинейной поверхностью требует дополнительных знаний, умений и навыков, но это все окупается максимально достоверным результатом. А не это ли является целью контроля?
Литература
- Щербинский В.Г. Технология ультразвукового контроля сварных соединений.
- ГОСТ Р 55724-2013 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
- ГОСТ Р ИСО 16811 Неразрушающий контроль. Ультразвуковой контроль. Настройка чувствительности и диапазона.
- ГОСТ Р ISO 17640 Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Технология, уровни контроля и оценки.
- ОСТ 5.9675 – 88 Контроль неразрушающий. Заготовки металлические. Ультразвуковой метод контроля сплошности.
- ГОСТ 17410 -78 Контроль неразрушающий. Трубы металлические бесшовные цилиндрические.
- ОП 501 ЦД - 97 Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения.
- РД 34.17.418 ( И 23 СД-80) Инструкция по дефектоскопии гибов трубопроводов из перлитной стали.
- ОСТ 108.958.03-96 Поковки стальные для энергетического оборудования. Методика ультразвукового контроля.
- ОСТ 108.885.01 – 83 Трубы для энергетического оборудования. Методика ультразвукового контроля.
- ПНАЭ Г-7-014-89 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть 1. Контроль основных материалов.
- СТО 00220256-005-2005 Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля.
- СТО Газпром 2- 2.4-083-2006 Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов.








