















Общеизвестно, что резьбовое ― одно из самых распространенных разъемных соединений, позволяющих производить сборочно-разборочные работы без повреждения целостности конструкций, машин и механизмов. Основой такого соединения служит нанесенная на две или больше поверхностей тел вращения резьба, которая, в основном, подразделяется в зависимости от описанных ниже показателей. Классификация резьб представлена в таблице ниже.

Резьба метрическая
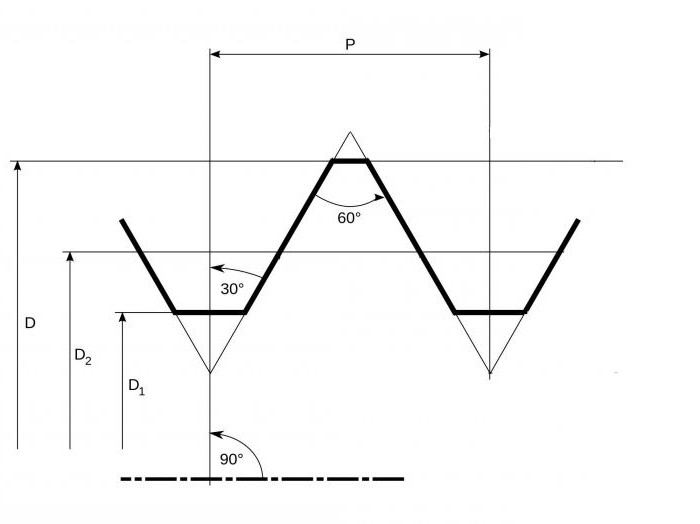
Винтовая нарезка на или в материале, имеющая профиль зуба в виде равнобедренного треугольника, - это метрическая резьба, размеры ее измеряются в миллиметрах. По форме поверхности нанесения эта резьба является цилиндрической, но может быть и конической.
Последняя наиболее популярна в использовании, особенно для следующих средств крепежа:
- болты;
- анкеры;
- винты;
- метизы;
- шпильки;
- гайки и прочее.

Винтовая нарезка, нанесенная на основу конической формы, называется метрической конической резьбой. Она применяется в местах, требующих быстрого стопорения соединений, без дополнительной герметизации и с прекращением подтекания простым подтягиванием по оси. Используется при устройстве пробок и соединений трубопроводов:
- масляных;
- нефтяных;
- газовых;
- водяных;
- воздушных.
Немаловажно знать, что коническая и цилиндрическая резьбы имеют одинаковый профиль, что позволяет свинчивать их между собой. Метрические резьбы классифицируются по размерам, направлению вращения, шагу и дополнительным параметрам, которые отражаются в маркировке.
Размеры метрических резьб
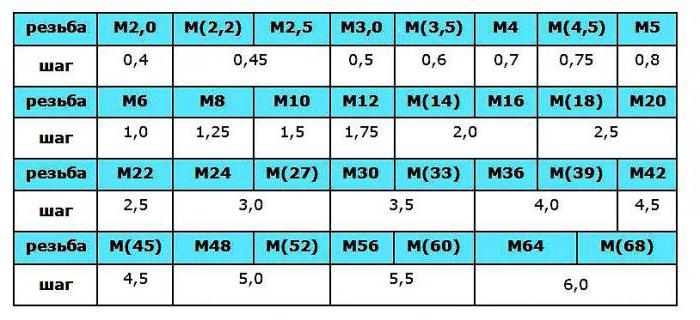
Разброс величин диаметров этой резьбы в промышленности имеет диапазон от 0,25 до 600 мм, причем при диаметре более 68 мм резьба будет только мелкой, тогда как до этой величины ― варьируется. Резьба с крупным шагом применяется в соединениях, находящихся под большой и ударной нагрузкой. Также интересно то, что у крупной резьбы шаг всегда фиксирован по отношению к диаметру, в отличии от мелкого, который может меняться, что отдельно и дополнительно указывается при маркировке.

Например, если в технических документах или чертежах в местах соединения деталей встречается «М16», это значит, что под буквой М понимается метрическая резьба. Размеры внешнего диаметра витков ― 16 мм, и крупный шаг стандартной резьбы ― 2 мм, согласно сведениям, указанным в таблице (резьба второго ряда указана в скобках). Итак, резьба метрическая: основные размеры (ГОСТ 24705-2004).
Резьбы мелкого шага
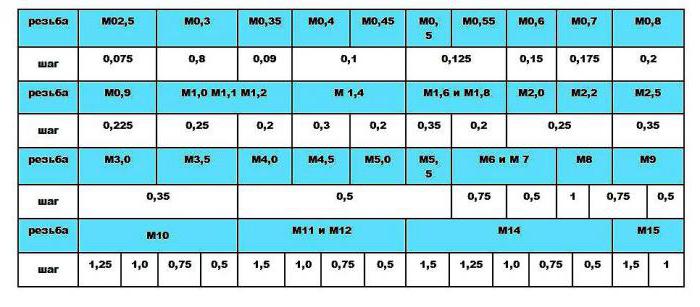
В маркировке мелкий шаг указывается после диаметра. Это выглядит так: «М16×0,5», где, как уже известно, М ― метрическая резьба. Размеры внешнего диаметра равны 16 мм, с величиной шага ― 0,5 мм. Интересно, что после диаметра в 2 мм разница между резьбовым шагом становится существенно заметной, приводя к разделению. Причем изделия равного диаметра имеют несколько видов шага мелкой резьбы, как у рассмотренного в 16 мм:
- 1,5 мм;
- 1,0 мм;
- 0,75 мм;
- 0,5 мм.
В качестве примера приводится часть таблицы, позволяющая понять и наглядно оценить диапазон мелких резьб, без учета крупного шага, рассмотренных ранее.
Резьба метрическая: основные размеры (ГОСТ 24705-2004)
Указываемые параметры
В многозаходных резьбах шаг указан отдельно (в скобках), а на его месте указывается количество заходов. Вот как этот и другие дополнительными параметры указываются при маркировке:
- (P1) — где P - это шаг в 1 мм, а витков - 3 (пример: M42×3(P1));
- LH — левая резьба (пример: M40×2LH);
- МК — метрическая резьба коническая (пример: МК24х1,5);
- EG-M или GM, где G обозначает резьбу на цилиндрической основе проволочной вставки или фитинга (пример: EPL 6-GM5);
- g,h,H — поле допусков, составляет допуск среднего диаметра в сочетании с диаметром выступа (пример: М12-6g), а при разных допусках внутреннего и внешнего диаметров в маркировке обозначаются оба допуска (пример: М12-6g/8H).
Диаметры резьбы
Есть показатели, указываемые в сводных таблицах, которые важно учитывать в случаях, когда рассматривается метрическая резьба — размеры диаметров:
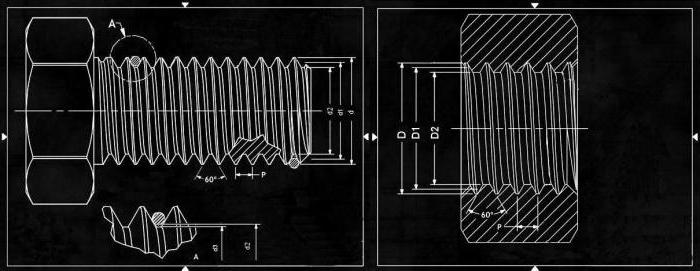
- внешний (D и d);
- внутренний (D1 и d1);
- средний (D2 и d2);
- внутренний по дну впадины (d3).
При широком применении в резьбовом соединении скользящей посадки большую важность приобрел средний диаметр, причем в случаях равенства значений, наибольшего d2 болта и наименьшего D2 гайки.
Большими буквами D обозначаются показатели диаметров внутренних резьб, а нанесенных на внешнюю поверхность деталей обозначаются маленькими буквами — d. Цифры указывают на местоположение. Степень точности полей допуска классифицируется буквенными символами: Е, F, G, H, d, е, f, g, h, и, как в диаметрах, на расположение указывает величина буквы.
Соотношение метрических и дюймовых резьб
В отличии от европейских и близких к ним стран, где после правления Наполеона получила распространение метрическая система, в странах бывших колоний Британии и ее сателлитах все измерения происходят в имперской системе. В этой системе измерение резьб и их соединений производятся в дюймах.
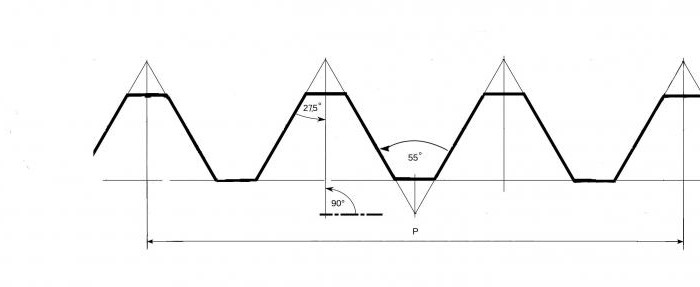
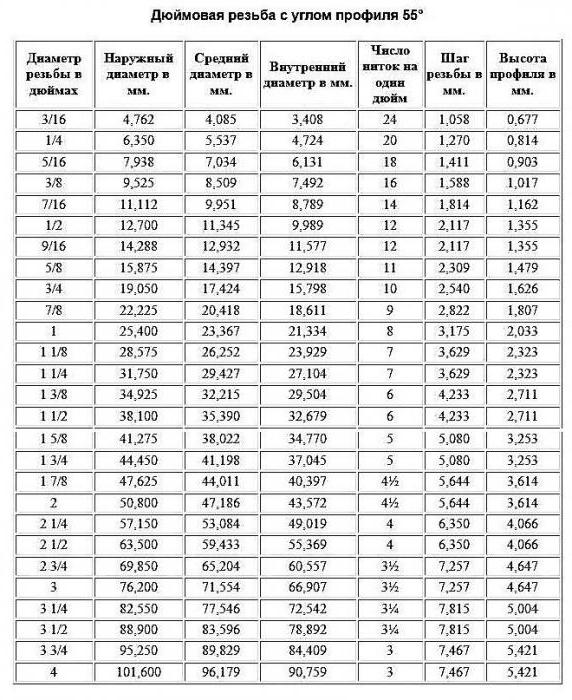
Винтовая нарезка, имеющая профиль зуба в виде равнобедренного треугольника, с величиной угла вершины в 55 град. (в UTS-стандарте для США и Канады — 60 град.), называется дюймовой резьбой, ее размеры задаются в дюймах, а шаг — в количестве витков на один дюйм (1"= 24,5 мм). Такие крепежные резьбы изготавливаются в диапазоне от 3/16", при обозначении указывается только наружный диаметр.

Размеры дюймовых и метрических резьб замеряются штангенциркулем, и если в случае метрической резьбы этого будет достаточно, то в дюймовой после измерения пользуются специальной таблицей. При измерении резьб используют специальные шаблоны, но есть и народный способ измерения шага: если, обернув листом бумаги резьбу, несколько раз прокрутить изделие, на бумаге отпечатается след, позволяющий сделать замер линейкой. При использовании в качестве бумаги тетрадного листа в клеточку необходимость в линейке отпадает — достаточно посчитать количество отметок в 2 клеточках (1 см) и разделить на 10.
Размеры отверстий
Получение резьб происходит благодаря:
- холодному накатыванию роликами и головками;
- резанию резцами, гребенками или фрезами;
- нарезанию плашками или метчиками;
- точному литью;
- абразивной или электроэрозионной обработке.

Для нарезания внешних резьб заготовке придают цилиндрическую форму и снимают фаску, а под внутреннюю сверлят немного меньшее, чем необходимая резьба метрическая (размеры) отверстие, но большее, чем ее внутренний диаметр. Ведь, определяя размеры отверстий под метрическую резьбу, необходимо учитывать, что при нарезке насечки внутри происходит частичное выдавливание материала, впоследствии участвующего в образовании резьбового профиля. Немаловажно считаться и со свойствами материала, в котором производится сверление, уменьшая размер сверла на 0,1 мм.
Размеры гаек с метрической резьбой
Гайка — одна из составных частей крепежных элементов, имеющая внутреннюю резьбу. Они разнятся по высоте относительно диаметра и прочности, по назначению и конфигурации. Самое широкое применение имеют гайки под ключ или шестигранные, вот их перечень с указанием ГОСТов:
- ГОСТ 5915-70 — средних размеров;
- ГОСТ 15523-70 — высокая;
- ГОСТ 22354-77 — повышенной прочности;
- ГОСТ 5916-70 — низкая гайка с углублением;
- ГОСТ 10605-94 — под диаметр резьбы более 48 мм.

Существует немало гаек и специального назначения, вот примеры некоторых и их ГОСТы:
- колпачкового типа (шестигранная) — ГОСТ 11860-85;
- для ручного завинчивания (гайки-барашки) — ГОСТ 3032-74 ;
- прорезные корончатые — ГОСТ 5919-73;
- округлые со шлицем — ГОСТ 11871-88, ГОСТ 10657-80;
- круглая, с торцевыми, радиальными отверстиями — ГОСТ 6393-73;
- для такелажных работ (рым-гайки) — ГОСТ 22355 (DIN580, DIN 582).
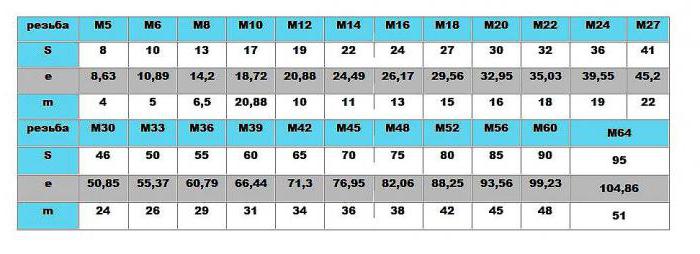
Самым важным параметром соединений с помощью резьбы является соответствие гаек и резьбы. Значения более востребованных резьб с крупным шагом указаны в таблице ниже, где S — размер под ключ, e — ширина гайки, а m — ее высота.
Таблица соответствия резьб и гаек (ГОСТ 5915-70 и ГОСТ 10605-94)
Стандарты
Основные резьбовые размеры подчиняются ГОСТу 24705-2004, который модифицирует стандарт — ИСО 724:1993 (международная классификация). Данный ГОСТ с 1 июля 2005 г. является государственным стандартом РФ и учитывает интересы экономики еще 12 стран, ранее входящих в состав СССР, которые за него проголосовали. Под его действие подпадают размеры метрических резьб ГОСТ 9150 широкого назначения, а также диаметры и шаги ГОСТа 8724.
По нормам взаимозаменяемости настоящий ГОСТ ссылается на нижеперечисленные международные и национальные системы стандартов:
- ГОСТ 8724—2002 (ISO 261—1998);
- ГОСТ 9150—2002 (ISO 68-1:1998);
- ГОСТ 11708—82;
- ГОСТ 16093—2004(ISO 965-1:1998 и ISO 965-3:1998).
Этот ГОСТ закрепляет все основные размеры, возможные допуски, терминологию и формулы вычисления диаметров:
- D2 = D - 2 x 3/8 H = D - 0,6495 P;
- d2 = d - 2 x 3/8 H = d - 0,6495 P;
- D1 = D - 2 x 5/8 H = D - 1,0825 P;
- d1 = d - 2 x 5/8 H = d - 1,0825 P;
- d3 = d - 2 17/24 H= d - 1,2267 P.
Трудно представить себе современную жизнь без машин и механизмов, еще труднее представить технику без разъемных соединений, которые обеспечивает резьба. Эффективность, относительная простота изготовления и комфортное использование обеспечили резьбовым соединениям почетное место в мировой истории.











