














База линейных измерений в любой промышленной отрасли – плоскопараллельные концевые меры длины (КМД). Они используются для хранения единицы длины и ее воспроизведения. А также для проверки измерительных устройств, их градуировки и установки нуля на приборах, передачи размеров для требуемых настроек и служат натуральным измерителем размеров всевозможных деталей. Набор плоскопараллельных концевых мер длины позволяет провести разметочные работы с особой точностью и наладку станка. Основной функцией КМД считается поддержание единства мер в различных отраслях промышленности.
Основные понятия
Инструменты, используемые в качестве измерительных на промышленных предприятиях, в ремонтных организациях или сервисах, должны периодически (на систематической основе) проходить проверку на точность измерений. Естественно, что для проведения поверки нет возможности доставлять измерительный инструмент с различных производств в учреждения, где размещены эталонные размеры.
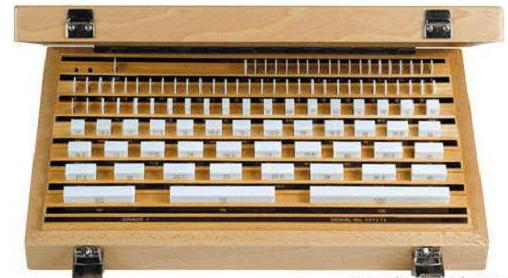
Эту процедуру, не выезжая за пределы предприятия, позволяют провести концевые меры длины (плоскопараллельные). Они являются образцом или эталоном меры длины. Внешне прибор выглядит как параллелепипед или цилиндр с пронумерованными размерами, находящимися между измерительными плоскостями.
Основная задача плиток Иогансона - сохранение единицы длины и ее передача. Плоскопараллельные концевые меры длины применяют для калибровки, проверки и/или установки размеров на различные измерительные устройства (калибр, микрометр, синусная линейка, индикатор и пр.), а также на контрольные производственные приборы и шаблоны.
Как и сто лет назад
Концевые меры длины впервые были изготовлены швейцарской фирмой «Иогансон». Выполненные из стали в виде прямоугольных параллелепипедов, они появились на парижской Всемирной выставке в 1900 году. Благодаря фирме-изготовителю название «плитки Иогансона» долго сопровождало концевые меры длины (плоскопараллельные). Чуть позже они стали просто «плитками».
В Советском Союзе КМД впервые выпустили на Сестрорецком и Тульском заводах. В серию они были запущены на заводах «Красный инструментальщик» в городе Кирове и московском «Калибре» в начале 30-х годов.
В наши дни с появлением лазерных бесконтактных интерферометров, электроизмерительных приборов, длинномеров, машин, измеряющих координатные точки, высотомеров и других устройств для совершенных измерений роль, назначение и использование КМД претерпели существенные изменения. Тем не менее основное, базовое качество – материальный носитель размера - до сих пор незаменимо. И это несмотря на большое количество современных оптических и электронных средств для точных измерений.
Плоскопараллельные концевые меры длины (плитки Иогансона) выпускают с размерами, которые между измерительными плоскостями составляют от 0,5 до 1000 мм. При необходимости получить произвольный размер, не предусмотренный этой мерой длины, из подходящих плиток путем притирки концевых мер длины друг к другу нужно составить задуманный размер. Притирка должна происходить до момента слипания плиток (то есть они не должны распадаться).
Из чего изготавливают
Сегодня концевые меры длины (плоскопараллельные) выплавляют из высоколегированной стали. Также их делают из керамики и твердых сплавов.
Стальные КМД
Меры длины, изготовленные из стали, например хромистой, хорошо притираются с предметными поверхностями измерительных стоек и другими мерами. Их рабочие поверхности довольно износостойкие, чем объясняется увеличенный срок службы.
Стальные меры обязательно подвергаются закалке, а затем искусственному старению, что дает возможность сохранять точный размер в течение длительного пользования. Твердость рабочей поверхности стальных плиток Иогансона - всегда не менее 800 HV.
К недостаткам можно отнести особую чувствительность к износу рабочих поверхностей, царапинам и возможной коррозии. Перед началом работы с ПКМД с них удаляют защитный смазочный материал, а после проведенных работ снова его наносят. Меры длины (концевые плоскопараллельные), ГОСТ на которые распространяется только на изготовленные из стали, восприимчивы к изменению температурного режима, в том числе и к теплоте рук оператора.
КМД из слава твердых сплавов
Плитки, выплавляемые из карбида вольфрама, прочнее стальных в десять раз. Плюс к этому у них идеальная притираемость. Твердость рабочей поверхности меры из твердого сплава почти в два раза больше (1400 HV) твердости этой поверхности у плиток из стали. Недостаток один – большой вес. Поэтому из твердосплавных концевых мер невозможно собирать блоки для работы с большими размерами.
Плоскопараллельные концевые меры длины (плитки Иогансона), выполненные из циркониевой керамики, считаются самыми устойчивыми к царапинам и износу рабочей поверхности. Керамика, как известно, не боится коррозии, и, следовательно, на пластины из циркониевой керамики не оказывает влияние влажность рук оператора (в отличие от твёрдосплавных и стальных). У мер длины из этого материала наибольшая стабильность и самый длительный срок эксплуатации, что дает возможность увеличить период между поверками.
КМД из керамики не намагничиваются, не требуют особой антикоррозийной защиты и не притягивают пыль. А также они стабильны и способны сохранять размер достаточно долго.
Проведенный анализ показал, что стальные и керамические меры имеют близкий по значению коэффициент теплового линейного расширения. Этот показатель позволяет складывать блоки КМД из керамических и стальных плиток, что делает меры из этих материалов полностью взаимозаменяемыми.
Стеклянные КМД
Изготавливают концевые меры длины и из стекла. Они применяются для проверки притираемости и поверки плоскостности. А также для проверки плоскостности точных рабочих поверхностей, к примеру, столов стоек. Выпускаются стеклянные КМД диаметром от 50 мм до 75, неплоскостностью менее 0,125 мкм и толщиной 15-20 мм.
Как это работает
Передача и сохранность точного размера с помощью плоскопараллельных концевых мер длины протекает следующим образом.
На специальной установке для измерений проходит проверка размеров первого разряда образцовых концевых мер.
Концевые меры длины (плоскопараллельные), имеющие аттестацию плиток наивысшей точности, хранятся исключительно в лабораторных залах Госстандарта. На промышленных предприятиях, в зависимости от требований норм точности к выпускаемой продукции, применяются плитки от второго до пятого разрядов. Передать точный размер – это периодически сравнивать плитки первого разряда и плитки второго разряда. Затем последние - с плитками уже третьего разряда и далее по схеме. Таким образом, на промышленных предприятиях проверяются все измерительные устройства, начиная с точных и заканчивая грубыми. Результаты проведенных поверок заносятся в паспорт каждого прибора.
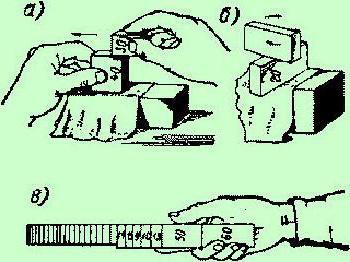
Притирка КМД
Притиркой касаемо концевых мер длины считается эффект слипания двух плиток. Плоскопараллельные концевые меры длины отполированы так, что при их совмещении удаляются остатки воздуха, и на них оказывает влияние только атмосферное давление. Поверхностное натяжение оставшихся капель жидкости для смыва смазочного вещества и взаимодействие между молекулами материала, из которого изготовлены плитки, увеличивают силу сжатия.
Если плоскопараллельные концевые меры длины отполированы, то они буду идеально притираться. Эта способность плиток мер длины считается обязательным требованием. Ибо потеря этого качества означает износ поверхности меры.
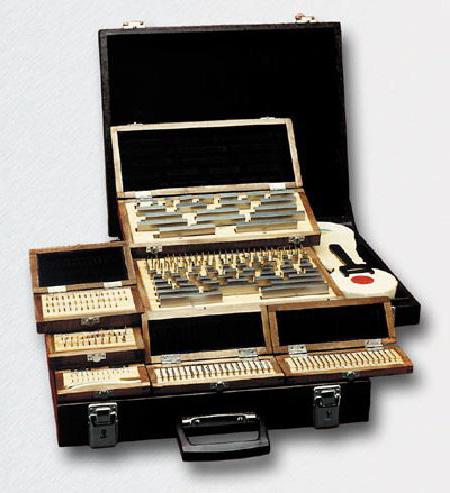
Необходимые принадлежности
Для собирания плиток в блоки КМД и закрепления их с целью обеспечить удобство пользования используют набор принадлежностей к плоскопараллельным концевым мерам длины. Он применяется достаточно широко. Принадлежности, например, нужны для поверки или установки на размер различных измерительных устройств. Это могут быть микрометрические и индикаторные нутромеры, калибры и пр.
В набор обязательно входят боковики разных размеров, что дает возможность проводить как внутренние, так и наружные измерения. Это особенно важно при выпуске продукции высокой точности небольшими сериями. В этом случае принадлежности нужно установить на максимальный размер выпускаемого изделия и на минимальный. То есть используются они как двухсторонний калибр с проходной стороной и непроходной.
Для разметочных работ используют дополнительный разметочный набор, к которому прилагаются державки для особо точных измерений.
Также в набор входят: стяжки, боковики плоскопараллельные и радиусные, трёхгранная линейка, боковик центральный и чертильный, основание, сухари и щупы. Последние необходимы для того, чтобы определить величину зазора между притертыми поверхностями. Щупы – это стальные пластины, минимальный размер которых – 0,02 мм, максимальный – 1,0 мм. Градация у них через 0,01 мм и 0,05 мм.

Чтобы с помощью щупа определить величину зазора, нужно поместить его между поверхностями. Щуп должен двигаться с небольшим усилием и ни в коем случае не западать и не двигаться свободно. По сумме толщины щупов, в зазор вошедших полностью, и определяется его величина.
Калибровка и поверка КМД
Плоскопараллельные концевые меры длины очень важны в иерархической цепочке передачи размера от образца длины (метра): они являются стабильным материальным носителем константы размера.
Перенос эталонного метра, базой которого является длина световой волны, на эталонные концевые меры длины проходит с помощью глубоких интерференционных измерений. Таким образом, получается эталон меры длины, относящийся к классу К. Далее, согласно поверочной схеме, его переносят на другие меры.
В соответствии с главным назначением КМД (обеспечение единства измерений и передача размеров эталонной длины) разработаны поверочные схемы. Для этих же целей выпускают меры длины различной точности по разрядам и классам. Поверка мер длины (концевых, плоскопараллельных) проходит специальными приборами.
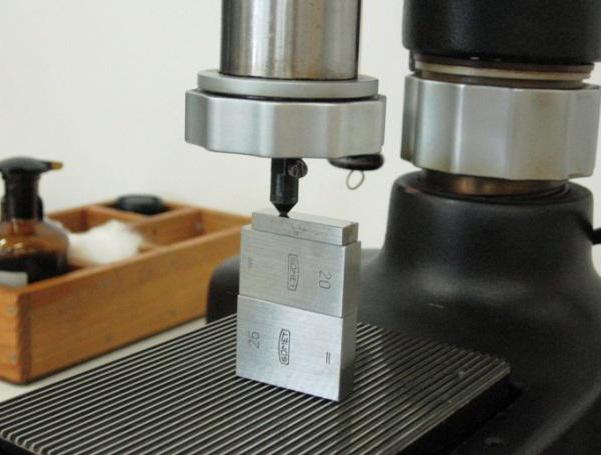
Самым первым из них был специально изобретенный микрометр. Он отличался повышенной точностью. Шли годы, приборы совершенствовались. Сегодня они выдают результаты наивысшей точности и перестали быть редкостью. Многие лаборатории имеют поверочные приборы. К тому же КМД можно с легкостью поверять инкрементными и индуктивными фотоэлектрическими компараторами, которые находятся в свободном доступе. И методы проведения измерений на этих приборах давно отработаны. Плюсом этого метода является упрощение поверочной схемы мер длины. Некоторым недостатком считается дороговизна устройств и высокие требования к квалификации специалиста, работающего с ними. И погрешность. Она настолько мала, что на других устройствах результаты измерений перепроверить достаточно трудно.
Основные методы поверки
Методов поверки существует четыре:
- Косвенные измерения заданной величины.
- Прямые замеры заданной величины.
- Сравнение с привлечением компаратора.
- Непосредственное сравнение с эталоном.











