














Листогибочные прессы выполнены на гидравлическом принципе действия. Точность перемещения узлов контролируется датчиками: круговыми инкодерами или линейного считывания. Удерживающие механизмы служат страховочным узлом и защищают заготовки от сползания с зажимных элементов.
Особенности конструкции оборудования
Листогибочные прессы являются следующим и более производительным поколением пневматических станков. Первым конструкциям не хватало усилий для выполнения точного гиба. Подразделяются модели по основным критериям: максимальное усилие, длина заготовки.

Листогибочные прессы для простых движений с невысокими требованиями могут быть выполнены на базе элементарной логики без контроля основных параметров. Более сложные изделия требуют наличия автоматизированных систем ЧПУ с датчиками положения траверсы и контроля угла гиба. Часто используется задний упор, поддерживающий заготовку в определённой позиции.
Например, на азиатский листогибочный пресс цена формируется путём суммирования стоимостей базы станка и набора опций. Сумма вложений варьируется от сотен тысяч рублей до миллионных затрат за уникальные модели. К опуциям относят дополнительный контроль параметров, положений упоров, датчиков системы безопасности. Также пользователям доступно огромное количество приложений, облегчающих создание программ для изделий стандартных форм.
Зачем нужно два контроллера?
Листогибочные прессы относятся к оборудованию сложного типа. Стандартный контроллер применим для обработки простых сигналов и не предназначен для контроля большого количества осей. Как минимум требуется отдельный блок управления, что влияет на конечную цену станка.

Специальный ЧПУ-контроллер позволяет с высокой скоростью приводить машину в готовность к работе, позиционировать траверсу по нескольким осям одновременно. Программно обрабатываются параметры процесса, скорость отвода от детали, время нажима и многие другие состояния оборудования: температура масла, активность системы, контроль целостности рабочих частей. Пресс листогибочный гидравлический обеспечивает высокую повторяемость угла гиба, от него зависит основное качество изделий. Без точных линеек здесь не обойтись. Приводная система влияет на своевременный отвод траверсы, при нарушении времени выдержки машина начинает выпускать бракованные изделия.
Дополнительные параметры
Листогибочный пресс с ЧПУ в большинстве случаев применяется для производства довольно длинных и тонких изделий. Поэтому в конструкции применяется усиленная траверса. Но при всей жесткости металла она все же провисает на несколько миллиметров.

Эти значения приходится учитывать, чтобы обеспечить высокую точность. ЧПУ-система вносит коррекцию по введённым параметрам, исключая возможные погрешности. Такая компенсация требуется для станков длиной более 2 метров. Режим экономии энергии реализован у многих производителей прессов. В моменты простоя происходит отключение неподвижных узлов, отключаются насосы, силовое питание двигателей. Немаловажной является возможность оборудования подключаться по стандартным протоколам для контроля всей технологической цепочки производственной линии.
Составляющие оборудования
Станина несёт основную нагрузку агрегата и удерживает его от раскачивания при работе верхней части - траверсы. На подвижную часть монтируется инструмент для листогибочных прессов. Сервомоторы присоединяются через винтопары и редукторы к суппорту, расположенному на направляющих скольжения. Подшипники качения имеют низкие эксплуатационные свойства, но в более дешёвых моделях могут использоваться. Это является существенным недостатком конструкции.

Критерием выбора является способ крепления инструмента, тип используемых гидроцилиндров, способ установки пуансонов, наличие ограждений и автоматической защиты. У многих производителей существует программная помощь в расчетах, наиболее удачные параметры уже внесены в базу. Остаётся только указать тип материала и размеры детали по чертежу. Остальное машина сделает самостоятельно после пуска автоматического цикла.
Различие конструкций
Станки комплектуются несколькими видами станин, отличающихся по форме. Каждая из них имеет свои преимущества и недостатки в зависимости от типа производимой детали и размещения в цеху:
- С-образная форма станины имеет широкую переднюю часть, позади образуется карман. Производители ее используют для обслуживания рабочей зоны, также там можно разместить дополнительное оборудование: охладитель, компрессор. К недостаткам относят следующее: если нагрузка пресса была однажды превышена, станину может повести, и она как бы немного раскроется. Потребуется выставить соосность конструкции заново.
- О-образная форма станины - более надёжная и не будет раскрываться при высоких нагрузках. Но вместе с этим увеличивается вес станка и габариты. Если предыдущие формы можно объединять в линии, то данная модель используется только в качестве единицы оборудования. Также сложно извлекать готовые изделия сбоку, что замедляет процесс производства.
Рабочая часть
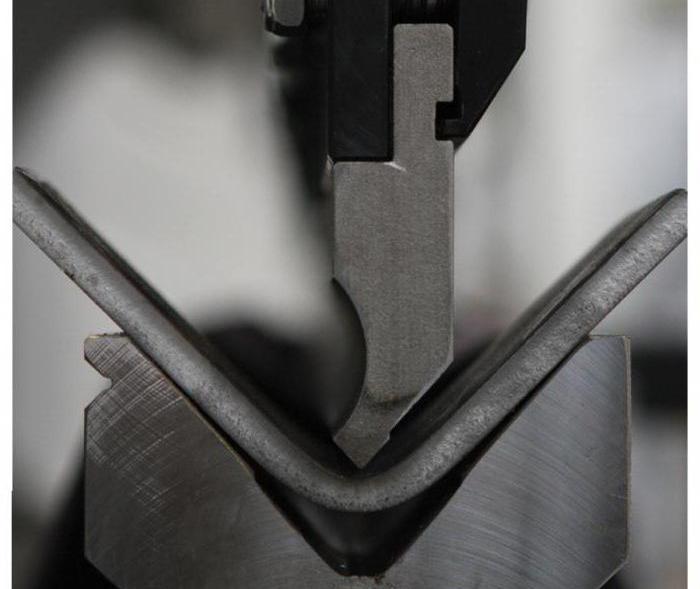
Основным сменным элементом станка является инструмент. Именно от него зависит качество деталей, точность размеров. Под каждую заготовку подбирается соответствующий материал рабочей части.
С помощью программного обеспечения вносятся размеры инструментов в ЧПУ-память. Следующую переналадку проводят уже за несколько минут, загружая требуемую конфигурацию в область обработки.











