Что такое припуск и как его рассчитать?
Прежде чем получить готовую деталь, с заготовкой проделывают массу разнообразных операций. Одной из наиболее важных является определение припуска на обработку. Его размер – это разность между размером заготовки и размером детали по чертежу. В данной статье мы узнаем, что такое припуск и как правильно его рассчитать.
Виды припусков
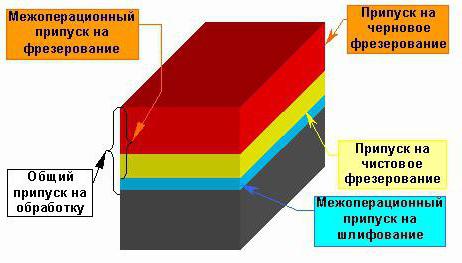
Припуск – это слой металла, который снимают с поверхности заготовки для получения готовой детали. Это необходимо для того, чтобы обеспечить точность необходимых размеров и необходимое качество поверхности детали. Мы уже выяснили, что такое припуск, а теперь узнаем, какие существуют его разновидности. В зависимости от способа изготовления детали, припуски могут быть промежуточными, междуоперационными и общими. Как правило, последние высчитываются путем сложения междуоперационных. Припуск может рассчитываться как на определённый размер, так и на сторону.
От чего зависит величина?
Мы уже выяснили ранее, что такое припуск, а теперь узнаем, от каких факторов может зависеть его размер. В первую очередь, конечно же, от технических условий качества поверхности и точности обработки детали. Кроме того, размер припуска зависит от конфигурации детали и ее размеров. Еще один немаловажный фактор, влияющий на выбираемую величину, – это вид производства. Нельзя забывать и о погрешности установки детали в устройство.
Расчет припуска двумя способами
Мы уже выяснили, что такое припуск и какие факторы влияют на его размер, а теперь узнаем, как правильно его рассчитать. Существует два способа: статистический (табличный) и аналитический (расчетный). Первый определяется по соответственным ГОСТам и зависит от типа заготовки и маршрута обработки. В первую очередь, для того чтобы рассчитать размер припуска на обработку статистическим методом, необходимо разработать маршрут обработки заготовки. Далее назначаются технологические допуски для технологических переходов. Теперь, согласно таблицам, с соответственными ГОСТами назначаются элементы припуска Rz и h. Кроме того, необходимо вычислить величину суммарных пространственных погрешностей. Технологический припуск, рассчитываемый табличным методом, нужно начинать вычислять с последнего перехода, то есть в порядке обратного хода технологического процесса.
Для вычисления припуска аналитическим методом используют следующие формулы.
Для цилиндрических поверхностей:
Для плоских поверхностей:
Где:
- Rz – величина микронеровностей;
- h – глубина дефектного слоя;
- ρi-1 – величина суммарных пространственных отклонений;
- εi – погрешность установки заготовки;
- i – припуск на данную операцию.
Промежуточные припуски на механическую обработку (минимальные) рассчитываются с очень высокой точностью - до микрометра, а округление необходимо производить в сторону увеличения.
Несмотря на то, какой вид припуска рассчитывается, необходимо также учитывать, что его величина должна превышать минимальную толщину стружки, которую снимает режущий инструмент в рассчитываемой технологической операции. Конечно же, в различных ситуациях и при разнообразных видах обработки заготовки вышенаписанные формулы могут незначительно изменяться. Например, из формулы убирается глубина дефектного слоя и её припуск (hi-1) при шлифовании после термообработки, поскольку в данном конкретном случае поверхностный слой необходимо сохранить.