















Активное развитие высокотехнологичных способов термической сварки металлов затмевает альтернативные методы обработки. При этом существуют вполне достойные техники древнейшей холодной деформации пластичных изделий. К таким способам относится сухая сварка. Для металла, в частности, применяется направленная деформация с увеличивающимся внутренним напряжением. В данном процессе могут самые разные активные средства, инструменты и расходные материалы.
Общие сведения о технологии
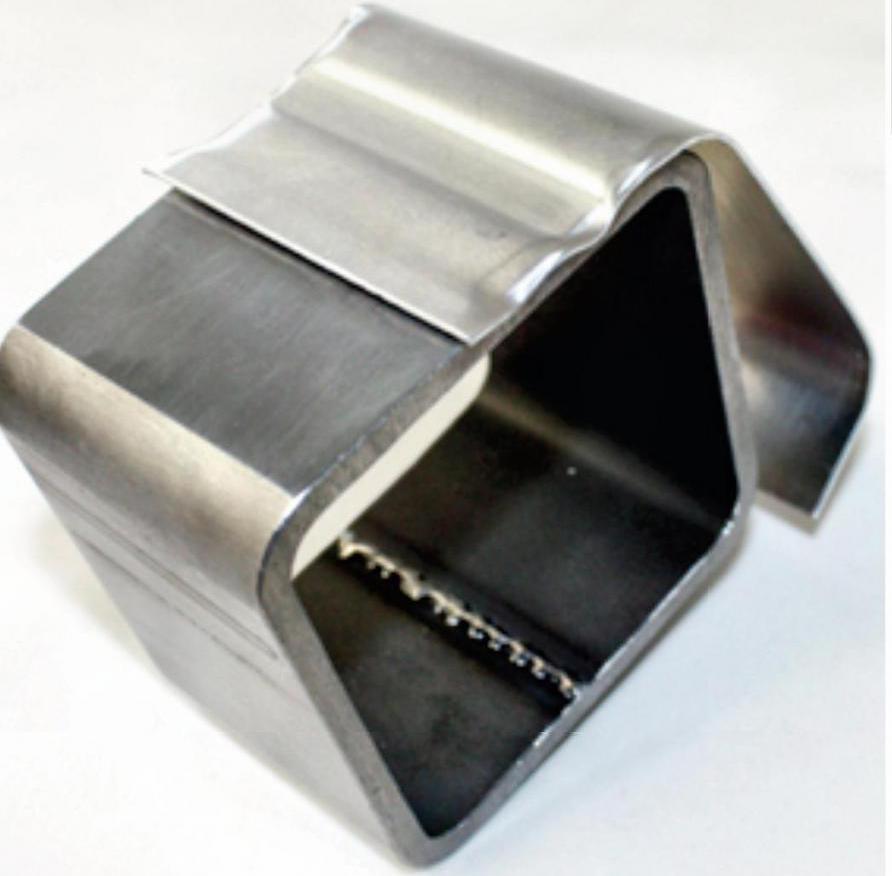
Сухая сварка является одним из видов холодных сварочных работ в твердой фазе, при которой происходят существенные деформационные процессы с незначительной степенью локализации рабочей структуры. Важным отличием этой методики можно назвать высокое давление, прилагаемое для проведения деформирующих процессов. По сравнению с базовыми способами термической горячей сварки, данная технология дает возможность выполнения операции при нормальной или даже отрицательной температуре. Представленное выше фото сухой сварки для металла под давлением показывает результат такой работы в условиях температурного режима ниже степени рекристаллизации. Основным направлением данной технологии является механическое воздействие на материал, в результате чего формируется соединение между двумя или несколькими заготовками.
Поэтапный процесс сварки
Стандартная технология сухой сварки выполняется по следующей инструкции:
- Производится пластическое выдавливание металла с затрагиванием глубинной структуры. В данной операции применяют специальные агрегаты, обеспечивающие деформационный процесс.
- После окончания деформирующего воздействия образуется контакт глубинных слоев металла.
- Формируется единая кристаллическая структура. Время выполнения сухой сварки для металла к этому моменту может исчисляться долями секунд, что обуславливает отсутствие объемного взаимодействия между заготовками.
- Производится специальная внешняя обработка поверхностей защитными и укрепляющими составами – в том числе с антикоррозийным воздействием и эффектом снятия внутреннего напряжения.
Основные характеристики процесса
Параметры выполнения операции с одной стороны отражают величины физического воздействия на заготовку, а с другой – качество соединения. К первостепенным характеристикам обоих спектров можно отнести следующие:
- Глубина вдавливания. Обычно для деформации используют пуансон – прессовочный инструмент, за счет которого изменяется форма детали. Также данную характеристику сухой сварки для металла можно приставить как степень пластичности, которая в зависимости от материала может допускать коэффициент вхождения в структуру от 10-15% (индий) до 85-90% (медь, никель).
- Действие сжатия. Выражается показателями сжимающего усилия и сдвига, который рассчитывается по тангенциальному усилию. Это не прямой показатель изменения структуры, а характеристика, обуславливающая потенциальное смещение соединяемых поверхностей.
- Способность к сварке. Зависит от комплексной сопротивляемости структуры металла по отношению к механическому воздействию сухой сварки. Наиболее доступными для таких операций считаются изделия из меди, алюминия, серебра, кадмия и т. д. По мере повышения твердости способность к сварке понижается.

Виды сухой сварки
В основном методы различают по типу формируемого соединения, как и при термическом воздействии. Это может быть стыковая, точечная и шовная сварка. Реже используются техники соединения со сдвигом и под высоким давлением. При выполнении точечной сварки в качестве инструмента применяются цилиндрические пуансоны, а при шовной методике – роликовые элементы. Оба этих способа характеризуются высокой производительностью, но в результате дают достаточно грубые и внешне непривлекательные швы. Стыковая сухая сварка для металла предполагает использование специальных нажимов, а также выполнение насечек с целью предотвращения проскальзывания заготовки. К преимуществам способа относят возможность работы с твердотельными деталями и в принципе применение высокого давления, повышающего мощность деформационного усилия. С другой стороны, из-за необходимости нанесения насечек может портиться внешний вид изделия даже в местах за пределами рабочей зоны.
Подготовка заготовки к работе
Главная проблема подготовки материалов к сухой сварке обуславливается необходимостью тщательного удаления адсорбированных и органических пленок. Это могут быть масляные и жировые следы, а также кислотные и парафиновые покрытия, которые часто наносятся для консервации и поддержки других технологических процессов в заводских условиях. Для удаления таких слоев применяются спиртосодержащие и бензиновые средства, растворители и специальная химия для обработки металлов. Кроме этого, инструкция сухой сварки для металла предполагает выполнение следующих подготовительных операций:
- Зачистка поверхностей стальными абразивными щетками.
- В случае с алюминиевыми заготовками применяется прокаливание при температурных режимах от 300 до 400 °С.
- Покрытие изделия тонким слоем хрома или гальванического никеля.
- Если речь идет о проводниках с изоляцией, то все внешние защитные слои удаляются с небольшим захватом нерабочей зоны.
Параметры режимов сварки

Среди основных параметров данного вида сварки можно назвать вылет детали из зажима, удельное давление, толщину пуансона и т. д. Например, показатель давления подбирается исходя из физико-механических характеристик целевой заготовки. Так, алюминий сваривается при 800 МН/м2, а медные детали – при 2500 МН/м2. Что касается вылета заготовки из зажимного механизма, то и в этом случае все индивидуально. Например, для алюминиевых стержней длиной d величина вылета составит 1,2d, а для меди – 1,5d. Коэффициенты могут различаться и в зависимости от формы детали. Особое внимание при оценке подходящих параметров уделяется размерам пуансонов, которые непосредственно реализуют сухую сварку. Для металлов наподобие той же меди и алюминия характеристики прессовочного механизма рассчитываются исходя из того, что оказываемая нагрузка должна составлять от 600 МПа до 2000 МПа. Размерные параметры подгоняются под массу конструкции, а форма и конструкция – под параметры изделия.
Выполнение сухой сварки

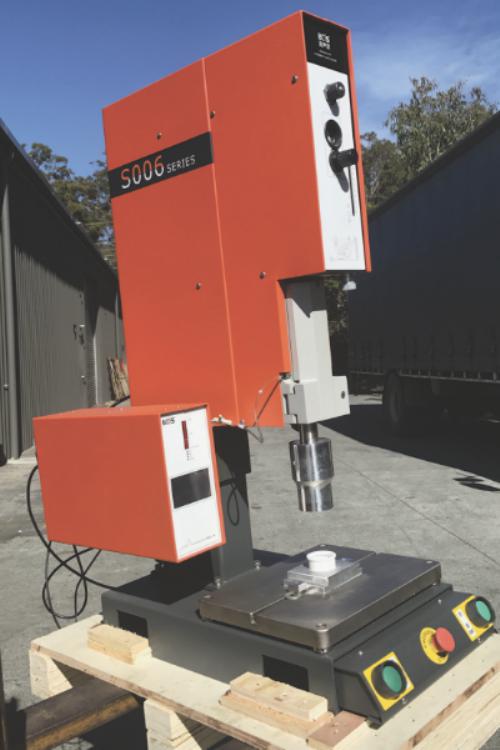
С помощью специального прессовочного оборудования операция производится в следующем порядке:
- Фиксируются зажимы, соответствующие размеру свариваемых заготовок.
- В машину для обеспечения нужного давления через компрессор подается сжатый воздух.
- Приводится в активное состояние функциональный агрегат, усилием которого выполняется деформация.
- Непосредственно перед производством сухой сварки для металла инструкция по применению технологии указывает на необходимость обработки деталей ацетоном или спиртом.
- Выполняется сварка стержней заготовок и обрезке облоя (избыточный металл в местах стыка, обрадовавшийся при выдавливании).
- Сваренные элементы освобождаются от зажимов.
- Подвижный механизм возвращается в исходное положение, фиксаторы ослабляются.
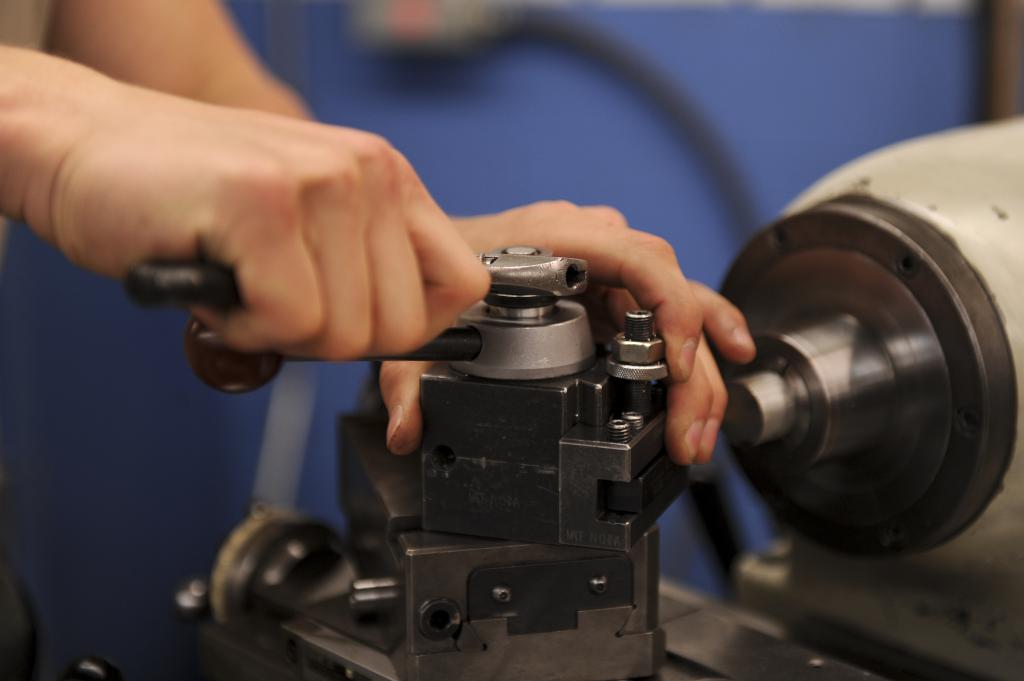
На протяжении всего рабочего процесса оператор взаимодействует с функционалом машины через рукоятки, рычаги управления и приспособления для подачи заготовок. В современных моделях оборудования для сухой сварки предусматриваются и электронные средства контроля операции, с помощью которых организуется поточный режим обработки деталей.
Преимущества сухой сварки
Избавление от необходимости высокотемпературного нагрева заготовок является главным плюсом данной технологии по сравнению с электрохимическими видами сварки. Это исключает применение мощных источников энергии, снимая весомую статью расходов. В этой же группе преимуществ можно отметить снижение вероятности электрохимических засорений, от которых при термических методах приходится защищать заготовки газовыми средами и флюсом. Также в зависимости от сложности задачи и условий работы имеют место и другие плюсы сухой сварки для металла:
- Высокая производительность при небольших временных затратах.
- Минимальный набор вспомогательных и расходных материалов.
- Возможность автоматизации процесса.
- Оператор не обязательно должен иметь высокую квалификацию сварщика.
- Требования к постобработке деталей минимальны.
Недостатки сухой сварки
При всех преимуществах данная технология не так распространена по сравнению с горячей сваркой, что объясняется жесткими ограничениями в плане допустимости метода к металлам и сплавам с низкой пластичностью. Преимущественно обработке поддаются цветные и чистые металлы. Но и в этом случае не всегда можно рассчитывать на высокое качество результата. Более того, основные технологические минусы сухой сварки для металлов высокой пластичности связаны с деформацией внутренней структуры, которая может негативно отразиться на будущей эксплуатации изделия. В целом можно сказать, что технология удобная и малозатратная, но не универсальная и скорее узкоспециализированная.
Заключение

Методы холодной сварки имеют принципиальные различия с термической технологией соединения металлических заготовок. Они связаны с характером воздействия на структуру материала и условиями технической организации процесса. Как показывают отзывы о сухой сварке для металла, данный способ хорошо себя проявляется в работе с электромонтажными расходниками, мелкими заготовками электротехнической промышленности и т. д. Преимущественно речь идет о проводниках и небольших штампованных элементах. Если же дело касается металлических конструкций, крупноразмерных труб и листов нержавеющей стали, то рабочий процесс должен доверяться высокотемпературной сварке. Изменение структуры за счет деформации в таких случаях будет неэффективно.











