














Мнение о том, что очень трудно спаять элементы, изготовленные из алюминия или сплавов на его основе, во многом ошибочно. Конечно, если применять для этого составы, предназначенные для работы с медью, латунью или сталью, то получить положительный результат практически невозможно. Специальные припои для пайки алюминия значительно упростят этот процесс.
Особенности алюминия и сплавов на его основе
Трудности, которые возникают при пайке алюминия, обусловлены его специфическими особенностями:
- высокой стойкостью оксидной пленки на поверхности;
- низкой температурой плавления;
- высокой теплоемкостью.
По температурным показателям, при которых производят пайку алюминия, различают два основных способа:
- низкотемпературный в диапазоне 150-300⁰С (мягкая пайка);
- высокотемпературный – 390-580⁰С (твердая пайка).
Учитывая особенности металла, производители разработали специальные припои и флюсы для пайки алюминия.
Преимущества пайки
Раньше для соединения алюминиевых деталей использовали специальную аргоновую сварку. Для проведения таких работ было необходимо дорогостоящее оборудование, да и использовать его мог только высококвалифицированный специалист. К тому же в месте сварки происходило разрушение металла в глубину.

Пайка алюминия припоями и флюсами лишена всех вышеперечисленных недостатков и обладает целым рядом преимуществ:
- Для скрепления деталей применяются доступные приспособления.
- Работы может производить даже неквалифицированный исполнитель, то есть, их вполне можно выполнить самостоятельно в домашних условиях.
- Не нарушается целостность и структура соединяемых деталей.
- При правильном соблюдении технологии пайки механическая прочность соединения не уступает сварочным швам.
- Повторный нагрев позволяет легко изменить взаимное расположение деталей и места пайки.
Пайка алюминия в высокотемпературном режиме
Для того чтобы прочно соединить достаточно крупные алюминиевые элементы, применяют так называемую твердую пайку. Для этого потребуются:

- газовая горелка;
- металлическая щетка;
- припой.
Алгоритм производства работ довольно прост:

- В местах пайки детали тщательно зачищаем, используя стальную щетку.
- Прогреваем место соединения деталей с помощью газовой горелки до температуры плавления припоя (для современных составов это обычно 390-400⁰С).
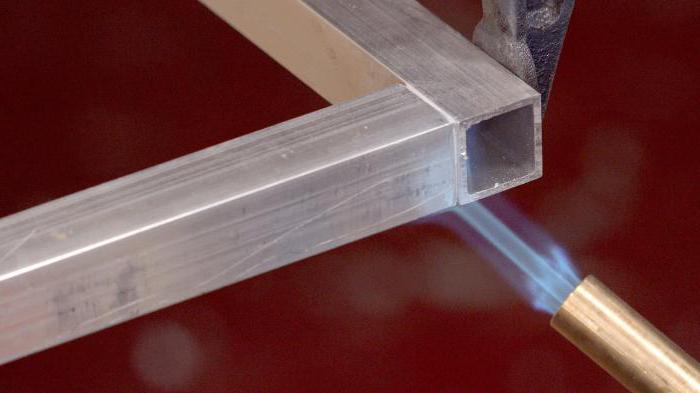
- Плотно прижимаем пруток припоя к месту пайки и возвратно-поступательными движениями наносим его на поверхность.
- Стальной щеткой удаляем оксидную пленку под расплавленным припоем.
- Даем деталям остыть естественным путем.
Припои для твердой пайки
Долгое время российскому потребителю был доступен только припой 34А. Основной составляющей этого состава является алюминий (до 66%). Температура пайки составляет 530-550⁰С. Работать с ним надо предельно осторожно, чтобы не расплавить или не повредить скрепляемые детали, ведь плавление самого алюминия начинается уже при 660⁰С. К тому же при производстве работ по рекомендации изготовителя пруток припоя необходимо периодически обмакивать во флюс Ф-34А.

Температура пайки алюминия припоем HTS-2000 (американского производства) составляет около 400 градусов. Соединение элементов осуществляют без применения флюса. Это в значительной мере упрощает технологический процесс.

Еще одним довольно популярным и распространенным припоем с флюсовым сердечником является швейцарский Castolin 192 FBK. Температура пайки у него немного выше – 440 градусов. Наличие флюса в структуре прутка облегчает удаление оксидной пленки с поверхности и обеспечивает надежное сцепление припоя с алюминием.
Оба вышеописанных импортных состава изготавливают на основе цинка, поэтому место пайки имеет высокие антикоррозионные свойства.
Недавно у иностранных производителей появился достойный конкурент – припой для пайки алюминия «Супер А+», который разработали и теперь изготавливают в Новосибирске. По своим техническим характеристикам он ни в чем не уступает западным аналогам. Процесс твердой пайки осуществляют при тех же приемлемых для металла 400 градусах. Причем нет нужды использовать флюс. А вот цена на него гораздо ниже (в 2-3 раза), чем у его западных аналогов. Состав ингредиентов разработчики предусмотрительно пока не публикуют.
Пайка алюминия в низкотемпературном режиме
Так как мягкую пайку осуществляют обычно при температуре в диапазоне 230-300 ⁰С, то для нее понадобятся:
- электрический паяльник;
- припой для пайки алюминия;
- флюс;
- удобные инструменты для зачистки деталей (металлическая щетка, напильник или наждачная бумага).
Порядок работ:
- Зачищаем соединяемые детали любым механическим способом.
- Фиксируем их в нужном положении.
- На место пайки наносим флюс (например, кисточкой).
- Жало (предварительно разогретого) паяльника и пруток припоя упираем в место соединения.
- Припой начинает плавиться. Продвигая паяльник, пропаиваем весь шов соединения.
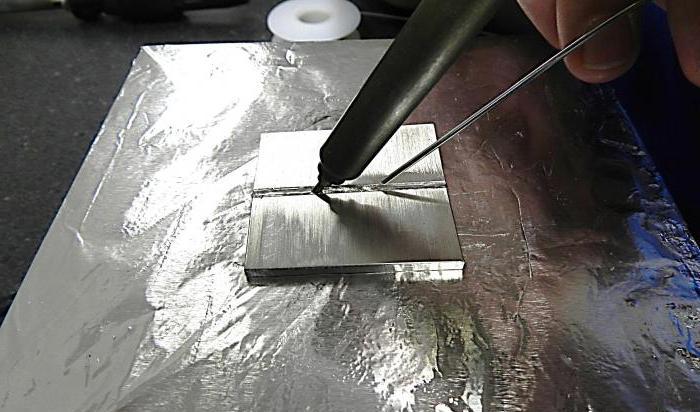
- Даем скрепленным деталям остыть.
- Тщательно очищаем место пайки от остатков флюса (например, смоченной в спирте салфеткой или тряпкой).
Припои для мягкой пайки алюминия
Для низкотемпературной пайки алюминия в настоящее время применяют составы от самых разных производителей. Многие с успехом осуществляют пайку алюминия припоем П250а российского производства. Он изготовлен на основе олова (80%). Также в его состав входят цинк (19,85%) и незначительные добавки меди (0,15%). Невысокая цена и доступность приобретения обеспечили ему достаточную популярность.
Довольно распространен в нашей стране и швейцарский припой Castolin 1827 для пайки алюминия. В его состав входят серебро, кадмий и цинк. Однако цена на него значительно выше российского аналога. К тому же производители убедительно рекомендуют применять его только с флюсами своего же производства.

Флюсы для пайки алюминия
Флюсы растворяют и удалят оксидную пленку с поверхности металла, а также способствуют лучшей растекаемости расплавленного припоя, что в конечном итоге сказывается на качестве и прочности соединения. Поэтому выбирать их надо так же тщательно, как и припои для пайки алюминия.
Российские производители ("СмолТехноХим", "Коннектор", Rexant, "Зубр") предлагают две основных разновидности жидких активных флюсов: Ф-59А и Ф-61А. Буквенный индекс «А» в маркировке означает, что их состав разработан специально для пайки алюминия, сплавов на его основе, а также комбинированных соединений с медью, сталью и другими металлами.
Среди импортных жидких флюсов для мягкой пайки российскому пользователю наиболее известен швейцарский Castolin AluTin 51. Тщательно разработанный и хорошо сбалансированный состав подходит как для пайки алюминиевых элементов, так и в сочетании с другими металлами.

Все перечисленные выше флюсы предназначены для низкотемпературной пайки (в диапазоне от 150 до 300 градусов). Твердую пайку алюминия осуществляют в основном либо без применения флюсов, либо его компоненты встроены в структуру припойного прутка.
В заключение
Из всего вышеизложенного можно сделать однозначный вывод: процесс пайки алюминиевых элементов достаточно прост и доступен каждому. Зная, какие расходные материалы купить и какие приспособления использовать, вы сможете как спаять вместе алюминиевые электрические провода, так и отремонтировать треснувший поддон картера автоматической коробки передач.











