












Нержавейка - уникальный материал, широко используемый в промышленности. Однако для создания готовых изделий требуется качественная и высокоточная резка листовой нержавейки. Какие современные технологии резки позволяют эффективно работать с этим материалом?
Общая характеристика нержавейки
Нержавеющая сталь относится к легированным видам стали, в состав которой входят хром, никель, титан, молибден. Это придает ей уникальные антикоррозионные свойства, стойкость к воздействию кислот, солей, щелочей. Также нержавейка обладает повышенной прочностью и пластичностью по сравнению с обычной сталью.
Нержавеющая сталь широко используется в пищевой промышленности для изготовления оборудования, в химической отрасли, энергетике, строительстве, медицине. Это обусловлено ее коррозионной стойкостью, долговечностью, устойчивостью к высоким температурам и давлению.
К недостаткам нержавеющей стали можно отнести относительно высокую стоимость и сложность обработки из-за повышенной твердости.
Традиционные технологии резки нержавеющей стали
До недавнего времени наиболее распространенным способом резки нержавейки была газо-дуговая или кислородно-дуговая резка. Суть метода заключается в локальном нагреве металла с помощью электрической дуги и струи кислорода или воздуха до температуры плавления и последующем разделении стального листа.
К недостаткам этого метода относятся:
- Неровность линии реза
- Высокая трудоемкость процесса
- Окалина в зоне среза
Также традиционно применялась механическая резка нержавейки с помощью ножниц, ножовок, фрез. Этот способ подходит лишь для небольших толщин металла, требует приложения значительных физических усилий и не гарантирует идеальной точности.
В настоящее время все большее распространение для резки нержавеющей стали получают высокотехнологичные методы, основанные на использовании различных физических принципов.
Лазерная резка нержавейки
Суть лазерной резки заключается в термическом воздействии на металл сфокусированного лазерного луча, который нагревает и плавит нержавейку в точке контакта. Лазер способен разрезать стальной лист толщиной до 20-25 мм.
Преимущества лазерной резки:
- Высочайшая точность - до 0,1 мм
- Отсутствие деформации металла
- Высокая скорость реза
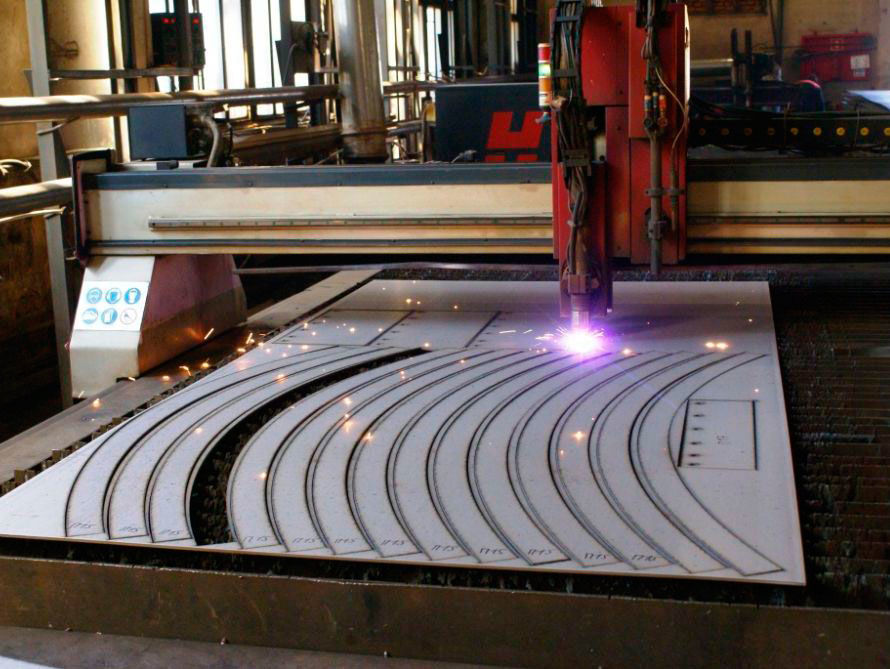
Плазменная резка нержавейки
Плазменная резка использует нагрев и плавление металла сжатой электрической дугой с температурой до 20000°С. Струя плазмы быстро плавит нержавейку и выдувает расплав из зоны реза.
К достоинствам плазменной резки относятся:
- Возможность резки толстого металла до 50 мм
- Высокая производительность
- Минимальные деформации
Однако линия реза получается немного неровной и требует доработки.
| Технология резки | Толщина разрезаемого металла |
| Лазерная резка | до 25 мм |
| Плазменная резка | до 50 мм |
Таким образом, для различных задач применяются разные методы резки нержавейки. Современные технологии позволяют значительно повысить скорость и качество обработки по сравнению с традиционными подходами.

Гидроабразивная резка нержавейки
Еще одним перспективным методом резки нержавеющей стали является гидроабразивная резка нержавейки. Суть технологии заключается в воздействии на металл струи воды, движущейся с очень высокой скоростью (свыше 1000 м/с) и содержащей абразивные частицы.
К преимуществам гидроабразивной резки относятся:
- Высокая скорость и производительность
- Хорошее качество поверхности реза
- Широкий диапазон толщин обрабатываемого металла
К недостаткам можно отнести высокую стоимость оборудования и расходных материалов (форсунок, абразива).
Качество реза нержавейки
При выборе технологии резки ключевым критерием является качество получаемой поверхности разреза. Оно определяет внешний вид готового изделия, а также его эксплуатационные характеристики.
Основные показатели качества резки нержавеющей стали:
- Отсутствие неровностей, зазубрин по краям
- Минимальная ширина реза
- Сохранение первоначальных размеров и формы
Разные технологии по-разному влияют на перечисленные критерии качества.
Например, после лазерной и плазменной резки требуется дополнительная обработка кромки для устранения неровностей. При гидроабразивной резке качество поверхности выше.
Чтобы гарантировать соответствие реза заданным параметрам качества, необходим постоянный контроль на всех этапах:
- Визуальный осмотр в процессе резки
- Измерение критических размеров
- Проверка отсутствия деформаций
Даже при использовании высокоточного оборудования после резки может потребоваться дополнительная обработка поверхностей:
- Зачистка остаточных неровностей
- Удаление заусенцев
- Полировка
Оборудование для резки нержавейки
Для качественной и эффективной резки нержавеющей стали применяются высокоточные станки и установки различных типов.
- Лазерные станки. Современные лазерные комплексы для резки нержавейки оснащены источниками лазерного излучения мощностью от 1 кВт до 12 кВт. Управление полностью автоматизировано с использованием ЧПУ.
- Плазменные установки. В плазменных установках используются генераторы плазмы сжатой электрической дуги. Мощность может варьироваться в зависимости от толщины разрезаемого металла.
- Гидроабразивные машины. Оборудование для гидроабразивной резки нержавейки включает мощный гидравлический насос, систему подачи абразива, манипулятор с режущей форсункой.
Помимо основного оборудования, для резки нержавейки необходим ряд комплектующих и расходных элементов:
- Сопла и насадки
- Электроды
- Абразивные материалы
- Фильтры очистки
- Системы пылеудаления
Периодическая замена быстроизнашивающихся элементов позволяет поддерживать работоспособность и эффективность оборудования для резки нержавейки.











