















Появление металла в жизни людей позволило значительно продвинуть вперед технический прогресс человечества. Но для того чтобы иметь возможность создавать прочные и надежные металлические конструкции, необходимо было разработать процесс соединения отдельных частей. Именно изобретение сварки и позволило добиться этого результата.
Характерные особенности чугуна обуславливают необходимость знания многих факторов, влияющих на получение качественного сварного шва. Наиболее распространенным в настоящее время считается применение электродов различных сварочных марок по чугуну, стали и различных сплавов.
Особенности сварки чугунных деталей
Содержание более 2% углерода в составе чугуна обуславливает очень низкую свариваемость поверхностей этого металла. Поэтому для получения качественного соединения требуется приложить много усилий, чтобы компенсировать это отрицательное свойства материала.
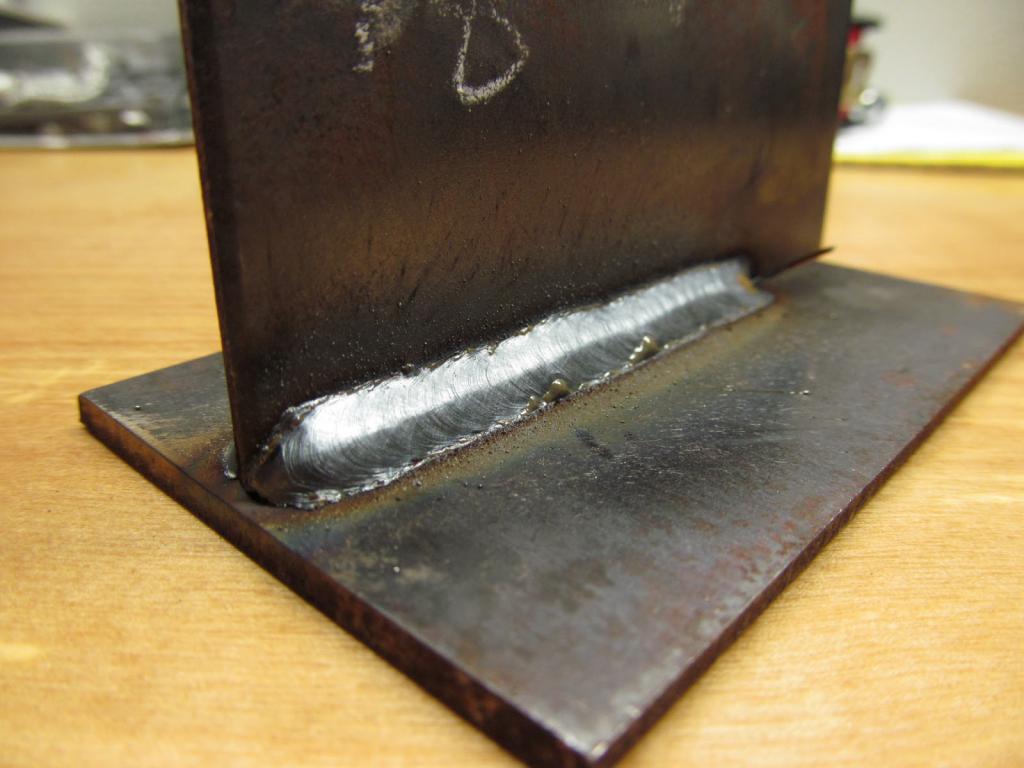
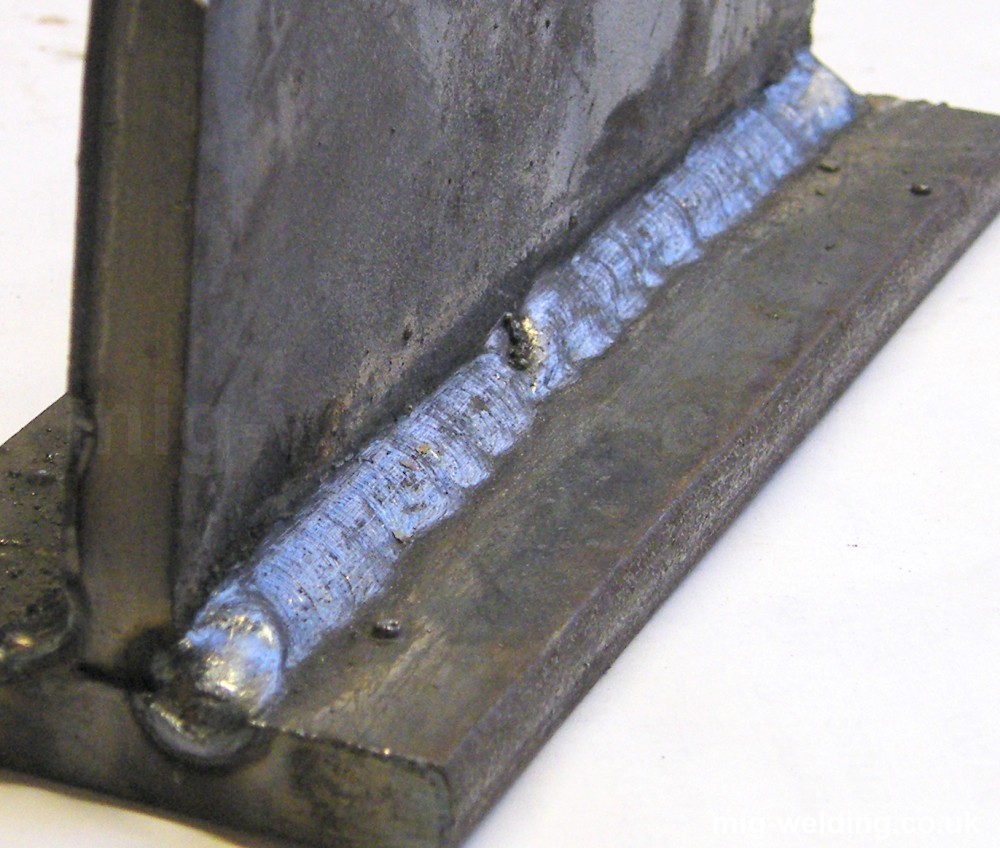
Основной особенностью процесса сварки чугунных изделий является создание равномерного нагрева и охлаждения места контакта деталей, в противном случае возможно появление характерных трещин поверхности стыка. Из-за активного выделения газов при плавлении чугунных сплавов возникает пористость сварного шва.

Конечно, самым лучшим способом является соединение этого капризного металла под защитой аргона. Но это достаточно дорогая технология. Поэтому более распространенной является сварка чугуна электродом в домашних условиях, которую дешевле и проще осуществить. Главное - качественно подготовить металл и соответственно выбрать расходный материал. Необходимо, чтобы время охлаждения основного металла и электрода совпадало.
Правильный подбор электродов для сварки чугуна необходимо осуществлять в соответствии с их химическим составом.
Проблемы сварки чугуна
Для получения прочного и надежного соединения металлических изделий из чугуна необходимо преодолеть множество проблем, которые обуславливаются следующими факторами:
- формирование качественного сварочного шва затруднено высокой текучестью жидкого материала;
- образование тугоплавких оксидов существенно затрудняет ведение сварочных работ;
- резкое снижение температуры в зоне сварки вызывает образование отбеленных участков, которые намного увеличивают твердость материала, что затрудняет процесс механической обработки;
- причиной появления трещин служит неравномерный нагрев зоны сварки, а также ее дальнейшее остывание;
- интенсивное выделение газов из жидкого металла приводит к отрицательному появлению внутренних пор.
Устранение многих негативных факторов сварки невозможно без правильного применения специальных электродов по чугуну. Рассмотрим этот момент подробнее.
Электроды для сварки
Электроды представляют собой кусочки металлопроката по форме прутка. Основным их назначением служит доставка к месту соединения компонентов, необходимых для правильного течения метода сварки, а также создания электрической замкнутой цепи.
По материалу, из которого изготовлены стержни, они могут быть:
- из меди;
- из легированной стали;
- из прутков чугуна.
Все стальные изделия обрабатываются составом содержащий ферросилиций. Такие электроды применяются в основном для стыковки простых изделий, которые в процессе эксплуатации не подвергаются большой нагрузке. Этот материал отлично подходит для сварки чугуна электродом в домашних мастерских.
Типы электродов
Соединение металла производится при изготовлении специальных конструкций, а также удалении некоторых дефектов литья. Подбор марок электродов осуществляется в зависимости от решения определенных задач:
- толщины и вида изделия;
- холодной или горячей сварки;
- желаемого качества работы;
- технологии соединения.
Маркировка электродов
Выбор электродов осуществляется в соответствии с нанесенной маркировкой, которая указывается на стержне и дает полную информацию о компонентах, входящих в изделие.
Для правильного выполнения поставленной задачи достаточно только расшифровать надпись на стержне. Например, марка электрода МНЧ-2 указывает, что в составе изделия содержится:
- М – около 30% меди;
- Н – 66% никеля;
- Ч – указывает, что стержень для сварки чугуна;
- 2 – номер, т. е. соотношение компонентов.
Электроды для холодного соединения
Для этой сварки подходят электроды, содержащие медь или никель. Благодаря тому, что медь не растворяется в чугуне, то образуется однородный шов. А вот никель прекрасно растворяется в металле, при этом почти не вступает в контакт с углеродом. Поэтому сварной шов прекрасно обрабатывается, причем получается без пор и трещин.
Эту разновидность электродов по чугуну можно условно разделить на три подвида:
- 1. МНЧ-2. Эта марка имеет в составе никель, железо и медь. Применение ее возможно для заварки дефектов литья и плавки металла. С использованием обратного тока такими изделиями можно производить сварку любого чугуна. Шов легко обрабатывается и имеет высокую чистоту поверхности. Конструкции, сделанные этой маркой электродов для чугуна, отлично работают в агрессивной среде.
- Электроды марки ОЗЧ-2 и ОЗЧ-6 содержат в своем составе медь и железо. ОЗЧ-6 используется для сварки тонких деталей. Соединение осуществляется обратным постоянным током. ОЗЧ-2 аналогичны предыдущей марке, но имеют кислотную обвязку.
- ОЗЖН-1 или 2, а также ОЗЧ-3 или 4 имеют в составе никель и железо. Повышенные требования качества соединения достигаются электродами марки ОЗЧ-3 для сварки высокопрочного или серого чугуна. ОЗЧ-4 применяют для стыковки деталей на которые воздействует ударная нагрузка. Для соединения в вертикальном положении частей механизма подходят электроды по чугуну с маркировкой ОЗЖН-1 или 2.
Электроды сталь чугун марки ЦЧ-4 считаются самой распространенной маркой. Прекрасно подходит для соединения любого вида чугуна (серый, ковкий, прочный). Стыковка производится в нижнем положении, можно с нагревом, а можно и без. Если имеется аппарат высокого тока, то можно работу осуществлять переменным напряжением. Но лучших показателей качества сварного шва можно добиться на постоянном токе.
Горячая сварка чугуна
Используя способ горячего соединения чугуна, можно получить шов одинаковый по составу и плотности с основным металлом изделия. Свойства сварного шва почти ничем не отличаются от чугуна, поэтому он легко обрабатывается. Конечно, существуют и проблемы с организацией самого процесса стыковки, особенно возникает сложность с равномерным нагревом места стыка. А также неудобство вызывает большая продолжительность процесса сварки.
Применение горячей сварки компенсирует все недостатки холодного способа. Различают три основных вида нагрева сварочной зоны:
- 150-200℃ – теплый разогрев;
- 300-400℃ – полугорячий нагрев;
- 500-600℃ – сварка горячего типа.
Перегрев места стыковки деталей может привести к изменению структуры металла. Поэтому нагрев должен осуществляться медленно и не более 650℃. Также медленно нужно производить и охлаждение поверхности.

Электроды для горячей стыковки чугуна
Горячая сварка производиться следующими электродами по чугуну:
- Широко распространены стальные электроды марок УОНИ или АНО.
- Серый чугун хорошо сваривается электродами марки ОМЧ-1. Диаметр этих электродов может быт от 3 мм до 6 мм. Конструктивно они представляют собой чугунные прутки, покрытые специальной обмазкой.
- Для дуговой сварки хорошо подходят электроды по чугуну с маркировкой «А». Марка «Б» считается универсальной, и хорошо подходит как для любой сварки. Диаметр их может быть в пределах от 4 мм до 16мм. Качественные характеристики сварного шва повышаются за счет специальной добавки «термит», которая замедляет процесс остывания чугуна.
Сварка неплавящимися электродами
Еще одним видом стыковки чугунных заготовок является процесс стыковки неплавящимися электродами. В этом случае используются электроды из вольфрама, графита или угольные стержни. Очень важно произвести правильно подбор присадочного материала и строго соблюдать технологию соединения.
Хорошего качества стыковки чугуна можно добиться, применяя стальные стержни с никелем, алюминием и медью.
Сварку стержнями из угля или графита делают на постоянном прямом токе. Причем сила тока устанавливается в зависимости от диаметра электрода.
Наиболее часто используется при соединении стержнем из вольфрама аргонодуговая сварка. При такой сварке диаметр электрода выбирается в соответствии с толщиной заготовок.

Сварка толстостенного чугуна
Если заготовки имеют толщину более 20 мм, то для качественного соединения используют несколько электродов, которые включают следующие материалы:
- медный стержень диаметром не более 5 мм;
- латунный пруток сечением менее 3 мм;
- электрода УОНИ менее 4 мм в сечении.
Процесс сварки протекает за счет тепла, выделяемого при переходе сварочной дуги от одного стержня к другому. Остывание места соединения происходит медленно, что положительно влияет на качество шва.
Такие сборные электроды имеют высокую стоимость. Поэтому для сварки чугуна электродом в домашних условиях инвертором применяют самодельные электроды. Для их изготовления необходимо на обычный стальной электрод надеть медную трубку или намотать проволоку, которую нужно защитить специальной обмазкой.
Обмазку изготавливают из измельченного покрытия электродов, смешанного с порошком из железа и силикатным клеем. Затем в такую сметанообразную смесь окунают электрод, после чего он просушивается и прокаливается. Толщина слоя - не более двух миллиметров.
Электродов для сварки чугуна существует большое множество. Поэтому необходимо внимательно и ответственно подходить к правильному выбору материала, в соответствии с требованиями технологии сварки. Даже незначительная ошибка приводит к снижению качества соединения чугунных изделий, а это трещины и пористость металла.











