














Стыковку элементов и конструкций можно разделить на две основные группы: разъемные и неразъемные соединения. К первым относят те, которые можно разобрать без нарушения целостности скрепляющих элементов. Это крепления с помощью гаек, болтов, шпилек, винтов, все соединения с резьбой и без нее. Неразъемными считаются такие, при разборке которых придется нарушить элементы крепления.

Разъемные соединения
Их исполнение состоит в высверливании отверстий немного большего диаметра, чем крепежный элемент (винт или болт). Делается это для того, чтобы в обеих скрепляемых деталях были точные отверстия. Погрешность в долю миллиметра компенсируется, в особенности для элементов с большим количеством креплений. При использовании болтов и винтов для надежности стыка на них надевают гайку и шайбу.

Шурупы стягивают детали, нарезая резьбу самостоятельно. При их применении гайки и шайбы не нужны. Шпильки используются, если к массивной детали крепится другая. Она имеет резьбу на обоих концах, под нее в заготовке сверлят отверстие больше длины резьбы шпильки.
Неразъемные соединения
Они бывают:
- сварные;
- заклепочные;
- паяные;
- клеевые.
Такие виды неразъемных соединений нашли применение в отдельных областях производства. Рассмотрим каждый из них по отдельности.
Сварка
Соединение, усыновленное путем межатомных связей между частями деталей при нагревании, называют сварным.

Источниками нагрева элементов могут быть:
- расплавленный шлак;
- газовое пламя;
- электрическая дуга;
- плазма;
- лазерный луч.
Металл, который подлежит сварке, называют основным. А тот, что используется в ванне – присадочным.

Получение неразъемных соединений таким образом может быть следующих видов:
- контактная сварка;
- электородуговая ручная;
- автоматическая под флюсом и полуавтоматическая;
- дуговая.
Шов также подразделяется на:
- стыковой;
- нахлесточный;
- угловой;
- тавровый.
Любой из них может быть как односторонним, так и двухсторонним.

Преимущества:
- Низкая стоимость на такие неразъемные соединения, за счет простоты шва и малой затрате трудоемкости.
- Относительно небольшая масса, по сравнению с другими методами работ.
- Нет необходимости делать отверстия в детали, что придает прочность в ее сечении.
- Автоматизация сварочного процесса подразумевает его герметичность.
Недостатки:
- Появление деформации и коробления после произведенных работ, а также возникновение остаточных напряжений.
- Выдерживает несильную вибрацию и удары.
- Сложность в проверке качества.
- Рабочие, осуществляющие неразъемные соединения деталей сваркой, в обязательном порядке должны пройти обучение и подтверждать свою квалификацию.
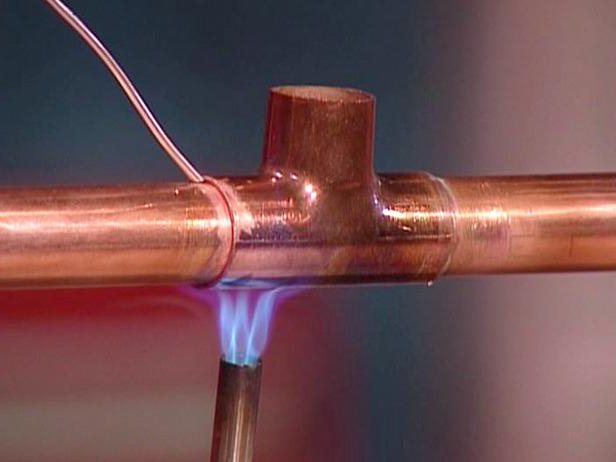
Пайка
Детали в методе пайки скрепляются введением дополнительного металла припоя.
Причем температура плавления припоя должна быть меньше, чем у соединяемых деталей. По данному критерию припои различают:
- особолегкоплавкие. Необходимая температура их плавления составляет всего 145 градусов;
- мягкие или легкоплавкие. Рабочий нагрев не выше 450 градусов Цельсия;
- твердые или среднеплавкие. Температура их плавления находится в диапазоне от 450 до 600 градусов;
- высокотемпературные или высокоплавкие. Такие металлы плавятся при температуре свыше 600 градусов Цельсия.
Припои
В зависимости от компонента они делятся на:
- оловянно-свинцовые (ПОС);
- оловянные (ПО);
- цинковые (ПЦ);
- серебряные (ПСр);
- медно-цинковые (ПМЦ, латунные).
Большинство работ по припою производят с применением оловянно-свинцового материала марки ПОС. Как правило, их выпускают в виде проволоки, лент или прутиков.
Перед припоем поверхности хорошо очищают. Чтобы они не окислились, применяют специальный паяльный флюс. Это вещество не дает образовываться оксидам и очищает от них поверхности деталей, способствует лучшему растеканию припоя. Определенный вид флюса подходит под конкретную температуру, свыше которой он перестает работать и сгорает.
Заклепочные
Это соединения, которые создают с применением специальной детали – заклепки. Она имеет стержень и головку. Процесс получения неразъемных соединений происходит за счет образования на другом конце детали замыкающей головки, она получается путем сжатия конца стержня. Такая конструкция вовсе неподвижная и при этом неразъемная. В ней отсутствует возможность смещения деталей относительно друг друга.
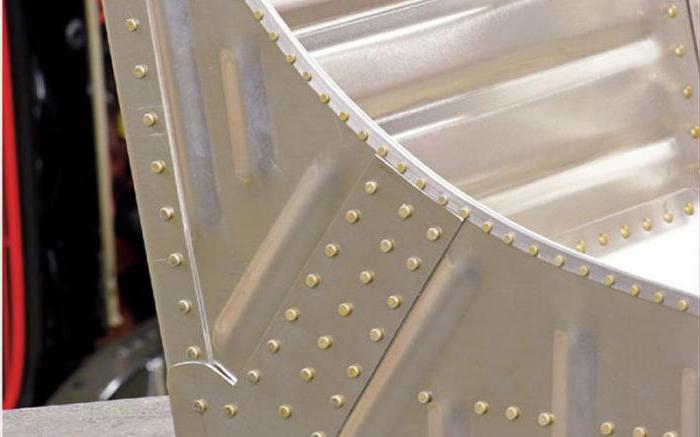
Используют такое крепление для деталей небольшой толщины в основном листовых материалов или там, где применение высоких температур недопустимо из-за возможной деформации деталей. Когда заклепки стоят рядом, они образуют заклепочный шов.
Материал элементов должен соответствовать материалу скрепляемых деталей, иначе может возникнуть электрохимическая коррозия из-за разности коэффициентов температурного расширения. Головки заклепок бывают круглые, потаенные, полупотаенные и плоские.
Плюсы
Преимущества данного соединения:
- Способность выдерживать большую вибрацию и нагрузки на удар, что не по силам сварке.
- Применение возможно в материалах, которые не свариваются или этот процесс очень долог.
- Нет применения высоких температур при соединении.
Минусы
Среди них можно отметить следующие моменты:
- Большой расход металла на произведенную работу.
- Увеличение веса конструкции.
- Высокая трудоемкость.
- Технологичность процесса невысокая.
Клеевые
Чтобы получить прочные неразъемные соединения, достаточно соединить детали с помощью клеевого состава. Действие происходит путем образования связей на межмолекулярном уровне поверхности склеиваемой детали и пленкой клея.
Применение такого способа можно встретить в конструкциях из различных материалов. Крепление на основе клея применяют даже в мостостроении и авиации. Долговечность такого соединения и его качество будет зависеть от подготовки поверхностей деталей и вида нагрузки, которая будет на них воздействовать. Нужно провести очищение поверхностей от ржавчины и жировых пятен, после обработать места наждачной бумагой.
Склеивать детали, на которые будет действовать нагрузка на сдвиг или поворот, при маленькой площади стыка не следует. Это приведет к потере прочности. Склеивать лучше те части, которые подвержены смещению относительно друг друга или нагрузке растяжения.
Преимущества клеевого способа:
- Соединить таким образом можно любые заготовки и конструкции, независимо от их формы, массы или материалов.
- Высокая устойчивость к коррозии.
- Герметичность, что позволяет производить работу с трубопроводами.
- Не вызывает деформацию деталей.
- Не создается концентрация напряжений.
- Надежность работы в условиях вибрационных нагрузок.
- Низкая стоимость расходного материала.
- Клеевые неразъемные соединения не утяжеляют конструкцию.
Минусы:
- Низкая прочность, особенно при нагрузке на отрыв.
- Недолговечность, некоторые виды клея могут стареть.
- Низкая устойчивость к тепловой нагрузке.
- Многие соединения должны пройти длительную выдержку пред эксплуатацией.
- Обязательное соблюдение мер безопасности.
Неразъемное соединение полиэтилен-сталь
Широкое применение для стыковки труб стальных и современных полиэтиленовых получило неразъемное соединение полиэтилен-сталь.
Оно позволяет надежно скрепить между собой пластиковые и металлические трубы, а также установить необходимую арматуру для запоров. Чтобы изготовить неразрывную конструкцию, применяют трубы из полиэтилена, изготовленные по определенному стандарту.

Такие неразъемные соединения труб монтируются к газопроводам жилых домов. Часто можно встретить их в котельных установках. Применение стальных трубопроводов в наше время все чаще вытесняется аналогом полиэтиленовым. Связано это с очевидным преимуществом пластиковых труб над металлическими. Поэтому они используются все чаще. Неразъемное соединение полиэтилен-сталь настолько надежно, что не требует особого обслуживания.

Итак, мы рассмотрели основные виды соединений, их преимущества и недостатки.











