














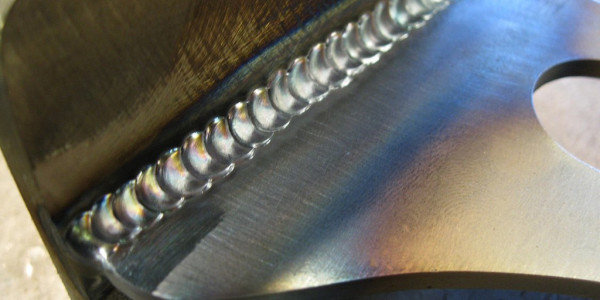
В промышленности и строительной сфере часто используется сварка металлических изделий. Иногда без нее не обойтись. Процесс сложный и трудоемкий. В некоторых случаях в качестве соединения должна применяться именно сварка угловых швов. Данный тип соединения считается одним из самых надежных и прочных. Однако выполнить угловую сварку без специальных знаний невозможно, ведь в процессе работы нужно учитывать множество мелких нюансов.
Особенности сварки
Шов угловой встречается достаточно часто. С его помощью можно соединить две металлические пластины или профильных трубы. Главное, чтобы расстояние между этими двумя изделиями было не больше 180 градусов.

В некоторых случаях необходимо соединить несколько изделий в одну большую металлическую конструкцию, где соединения будут иметь угол 90 градусов. Все это нужно для того, чтобы конструкция была надежной, прочной и могла выдержать большую нагрузку.
Угловые швы встречаются достаточно часто, особенно когда нужно произвести большую и прочную конструкцию. Обычно в них присутствуют углы, которые необходимо тщательно обработать и соединить. Для этого можно использовать множество других методик, но именно сварка является самым надежным способом соединения двух стальных изделий.
К работам данного типа предъявляются особые требования, так как от качества шва зависит прочность всей конструкции. Такой тип соединения считается неразъемным. Проводиться он может при помощи газового оборудования, либо других, более современных установок. Самое главное – строго соблюдать технологию.
Разновидности швов
Шов угловой разделяется на следующие типы:
- выполненный внахлест;
- когда в месте соединения края изделий плотно примыкают друг к другу;
- один край изделия прикладывают к ровной поверхности другого (тавровый шов);
- без разделки кромки и с кромкой.
В отличие от обычной сварки, сделать аккуратные и прочные угловые швы намного сложнее. Работа усложняется еще и тем, что сварку нужно проводить в разных положениях. Даже у профессионального сварщика могут возникнуть проблемы в работе, например, если нужно сделать тавровый шов между изделиями, которые к тому же перевернуты вверх ногами. Кроме этого, шов угловой может быть прерывистым или сплошным, коротким или длинным. Короткий шов не превышает 2,5 сантиметра, а длинный – 10 сантиметров.

Трудности во время сварки
Чтобы мастер смог провести максимально ровный и качественный шов, необходимо знать об основных дефектах, которые могут возникнуть при выполнении шва. Чаще всего угловой стыковой шов получается ненадежным из-за того, что наплавляемый материал ложится неровно. Под действием высокой температуры металл плавится и устремляется вниз. В итоге верхняя кромка не может нормально присоединиться к стыку. Рано или поздно под действием большой нагрузки конструкция распадется.
Основные проблемы
Неправильный угол тоже может испортить вертикальный угловой шов. Два изделия, которые необходимо соединить таким швом, редко бывают произвольной формы. В этом деле очень важно грамотно провести расчет углового шва. Изделия должны иметь правильную форму. Обычно они имеют одинаковые параметры (длина, ширина и толщина).
Чтобы качественно провести работу, необходимо внимательно подойти к выбору параметра напряжения. Если ток будет слишком слабый, это приведет к тому, что катет будет выпуклым. Это значит, что основной материал плохо расплавится. И наоборот, если ток будет слишком интенсивным, катет приобретет вогнутую форму. Стороны металлического изделия будут иметь слишком глубокое проплавление. В итоге конструкция все равно окажется некачественной.
Подготовка к работе
Чтобы провести работу максимально качественно, недостаточно иметь хорошее оборудование, знать о возможных дефектах и соблюдать правила безопасности. Прежде чем мастер приступит к работе, он должен правильно подготовить стороны сварки.
Основные правила
Если необходимо соединить друг с другом пластины, толщина которых не превышает 5 мм, то особых подготовительных мероприятий проводить не требуется. Если на материале присутствует ржавчина, ее обязательно нужно удалить при помощи специальной щетки.
Только после этого можно выполнить разметку, хорошо закрепить изделия и начать сварку. Таким же образом действуют, если необходимо провести сварной шов углового соединения внахлест. Чтобы в итоге конструкция была достаточно прочной, необходимо с каждой стороны по одному наложить два шва.
Работа усложняется, если нужно работать со сталью, толщина которой превышает 5 мм. В этом случае мастер должен выполнить небольшой скос под 45 градусов на приставной пластине. При этом сформируется небольшое место, куда будет затекат расплавленный метал. В результате шов угловой получится более прочным и надежным. Когда мастер работает со сталью толщиной более 1 см, ему необходимо провести разделку кромок с двух сторон. Эта технология помогает защитить шов от прожогов.

После того как кромки подготовлены, а детали прочно установлены на место, специалист не должен забывать про установку с двух сторон прихваток. Это нужно для того, чтобы во время проведения сварки шов не перекосился, а металлическое изделие не деформировалось.
Чтобы конструкция получилась максимально прочной и аккуратной, сварку проводят не одновременно с двух сторон, а поочередно. Важно полностью закончить работу на одной стороне, а затем перейти на другую. Если не соблюдать это правило, прихватки смогут не выдержать нагрузки и скорее всего лопнут.
Способы угловой сварки
Во время проведения данной операции вероятность возникновения дефектов очень велика. Профессиональные рабочие используют несколько основных методик, благодаря которым можно получить максимально прочный и аккуратный шов. Чтобы понять, как варить угловой шов правильно и какой техникой пользоваться, необходимо обратить внимание на общую ситуацию и выбрать наиболее удобный вариант сварки.

Метод «Лодочка»
Этот способ подойдет для выполнения сварки в том случае, если мастер работает с небольшими конструкциями, которые находятся на прочной поверхности, но не закреплены на ней. Их можно переворачивать. Такой методикой в основном пользуются начинающие специалисты. В данном случае изделие устанавливается в форме буквы V. Конструкция чем-то напоминает лодку, от этого и произошло название методики.
Мастер должен держать электрод вертикально, слегка наклонив его на себя. При этом во время работы нельзя совершать колебательных движений. Длительность проводимых работ зависит от толщины металла. Иногда требуется несколько подходов, чтобы сделать действительно прочный и ровный шов.
Чтобы придать шву необходимую ширину, в дальнейшем мастер может совершать поперечную сварку. Благодаря такому методу специалист имеет возможность накладывать присадочный материал одновременно на две стороны. Это помогает избежать возникновения дефектов, некачественных стыков.
Нижнее положение
В форме лодочки сложить крупные конструкции у специалиста не получится, поэтому проводить сварку нужно в нижнем положении. Мастер должен слегка наклонить электрод и работать под углом 45 градусов. При этом нужно перемещать его влево и вправо. Это нужно для того, чтобы полностью заполнить шов.
Когда мастер только начинает сварку, нет необходимости делать поперечные движения. На первом этапе важно качественно соединить металлические элементы. Специалисты рекомендуют во время работы делать небольшие рывки. Это нужно для того, чтобы слегка отогнать стекающий на шов шлак. Если мастер не будет этого делать, то шлак может полностью перекрыть видимость рабочей поверхности. Если основной шов выполнен правильно, прочно и без дефектов, то можно накладывать следующие швы.

Даже если работа мастером была проведена качественно, иногда сварной шов, который выполнялся под углом, может иметь неаккуратный и непривлекательный вид. Это связано с тем, что соединения часто неровные. Они слегка выпуклые над основной поверхностью. Кроме этого, на шве могут присутствовать остатки шлака, небольшие окалины и частицы металла.
Особенности выполнения зачистки
Чтобы готовое изделие имело привлекательный вид, от всего этого нужно избавиться. Данный процесс называется зачисткой. Специалист должен действовать в несколько этапов. Сначала он с помощью мотка или зубила сбивает окалины, а затем болгаркой выравнивает поверхность шва. Если у мастера все равно не получается сделать шов ровным, исправить это можно с помощью нанесения на поверхность расплавленного олова.











