















Полуавтоматические установки всегда требуют к себе несколько иное оборудование, нежели «ручные» или полностью автоматические аппараты. Не исключением стали и сварочные агрегаты. Для многих из них необходима специальная горелка для полуавтомата. Подобное устройство имеет несколько принципиальных отличий от своего «ручного» собрата, которые нельзя не брать во внимание при выборе и эксплуатации.
Особенности горелки для полуавтомата
Горелки полуавтоматического сварочного оборудования можно причислить к расходным материалам. Средний срок их службы (при должном отношении) составляет не более полугода. Основным отличием экземпляров от «ручных собратьев» является наличие системы охлаждения, а также механизма подачи сварочной проволоки.

Конструкция горелок для полуавтоматов
Горелка образует газосварочное пламя, в струе которого происходит плавление материала.
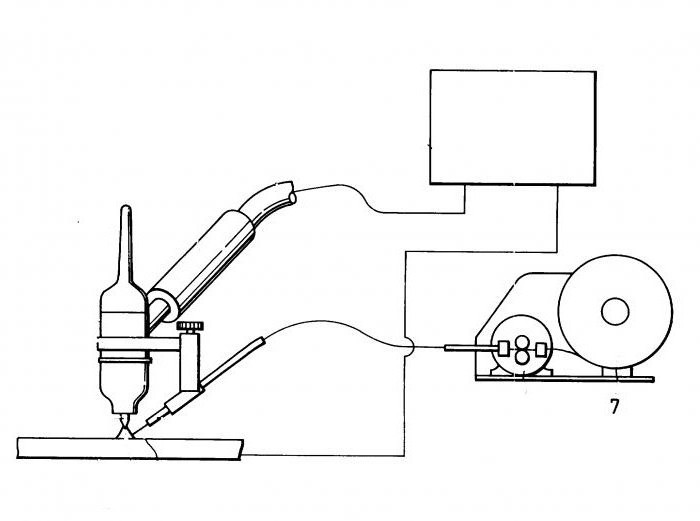
Эта задача решается тремя основными элементами, входящими в конструкцию устройства:
- Шлейф, или рукав. Горелка для полуавтомата с его помощью соединяется со сварочной установкой, «получает» газ и проволоку во время работы.
- Собственно горелка, которая служит для связи с процессом сварки, а также подает проволоку, охлаждающую жидкость, электрический ток и защитный газ, флюс.
- Компонент контактного соединения соединяет устройство со сварочным оборудованием.
Непосредственно горелка для полуавтомата включает в свою конструкцию рукоятку, газовый штуцер, устройство равномерной подачи проволоки и наконечник. Последний элемент изготавливается из различных материалов, но наиболее долговечными являются наконечники из вольфрама или меди.
Особенности обслуживания полуавтоматических горелок
Особенность обслуживания сварочных горелок состоит в том, что их составные элементы нуждаются в периодической замене. Сопло является первой деталью, которая нуждается в пристальном внимании. Во время сварки материала на его поверхности остаются капельки расплавленного металла, которые необходимо удалять.
Сделать это можно лишь механическим способом, что ведет к появлению микроскопических трещин. Именно из-за них горелка для полуавтомата служит около 6 месяцев. Но если периодически менять сопло, то этот срок может быть увеличен вдвое.

В среднем срок службы этих элементов составляет около 200 часов непрерывной работы. Обычно их включают в ремкомплект, идущий в сборе с самой горелкой. Подробные данные можно узнать из технического паспорта устройства.
Как сэкономить при выборе горелки?
Выбирать устройства необходимо исходя из требований сварочного оборудования, а также отталкиваясь от предполагаемого объема работ и их сложности. Но в первую очередь сварочная горелка для полуавтоматов должна быть удобной, обладающей небольшими размерами и малой массой.

- Сварочный ток, указанный в документации, отражает максимальное значение температуры, выше которого выйдет из строя ручка или шлейф, но не сама горелка.
- Долговечность рассчитывается при 100% нагружении устройства, что на практике встречается крайне редко.
В соответствии с вышесказанным, можно сделать вывод, что горелка для полуавтомата, mig например, с максимальной силой тока в 300А, может без проблем работать со сварочной установкой, в которой это значение достигает уровня 400 Ампер.
Так, выбрав модель с более низкими техническими характеристиками, вы выиграете в цене и одновременно сможете создать оптимальные условия для работы.











