














В основе радиационного контроля лежит способность ядер некоторых веществ (изотопов) распадаться с образованием ионизирующих излучений. В процессе ядерного распада происходит выброс элементарных частиц, который называется радиационным или ионизирующим излучением. Свойства излучения зависят от вида элементарных частиц, испускаемых ядром.
Корпускулярные ионизирующие излучения
Альфа-излучение появляется после распада тяжелых ядер гелия. Испускаемые частицы состоят из пары протонов и пары нейтронов. Они имеют большую массу и невысокую скорость движения. Этим обусловлены их главные отличительные свойства: небольшая проникающая способность и мощная энергия.
Нейтронное излучение состоит из потока нейтронов. Эти частицы не имеют собственного электрического заряда. Только при взаимодействии нейтронов с ядрами облучаемого вещества образуются заряженные ионы, поэтому при нейтронном излучении в облученном объекте образуется вторичная наведенная радиоактивность.
Бета-излучение возникает при реакциях внутри ядра элемента. Это превращение протона в нейтрон или наоборот. При этом испускаются электроны или их античастицы – позитроны. Эти частицы имеют малую массу и крайне высокую скорость. Их способность ионизировать материю невелика, по сравнению с альфа-частицами.
Ионизирующие излучения, имеющие квантовую природу
Гамма-излучение сопутствует вышеперечисленным процессам испускания альфа- и бета-частиц при распаде атома изотопа. Происходит выброс потока фотонов, который является электромагнитным излучением. Как и свет, гамма-излучение имеет волновую природу. Гамма-частицы движутся со скоростью света, соответственно, обладают высокой проникающей способностью.
Рентгеновское излучение тоже имеет в своей основе электромагнитные волны, поэтому оно очень схоже с гамма-излучением.
При радиографическом методе неразрушающего контроля в основном применяют гамма- и рентгеновское излучения, которые имеют электромагнитную волновую природу, а также нейтронное. Для продуцирования излучений используют специальные приборы и установки.
Рентгеновские аппараты
Рентгеновское излучение получают с помощью рентгеновских трубок. Это стеклянный или металлокерамический запаянный цилиндр, из которого выкачан воздух для ускорения движения электронов. С двух сторон к нему подсоединены электроды с разноименными зарядами.
Катод - это спираль из вольфрамовой нити, которая направляет тонкий пучок электронов на анод. Последний обычно выполнен из меди, имеет косой срез с углом наклона от 40 до 70 градусов. В центре него имеется пластинка из вольфрама, так называемый фокус анода. На катод подается переменный ток частотой 50 Гц для создания разности потенциалов на полюсах.

Гамма- и нейтронные излучатели
Источник гамма-излучения – это радиоактивный элемент, чаще всего изотоп кобальта, иридия или цезия. В устройстве он помещен в специальную стеклянную капсулу.
Нейтронные излучатели выполняются по аналогичной схеме, только в них используется энергия потока нейтронов.
Радиография
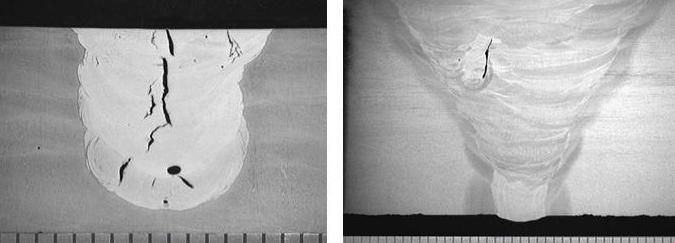
По способу детектирования результатов различают радиоскопический, радиометрический и радиографический контроль. Последний метод отличается тем, что графические результаты регистрируются на специальной пленке или пластине. Радиографический контроль происходит путем подачи излучения на толщу контролируемого объекта.

Для детектирования применяют пластины из особых материалов, пленку, рентгеновскую бумагу.
Преимущества контроля сварных швов радиографическим методом и его недостатки
При проверке качества сварки в основном используют магнитный, радиографический и ультразвуковой контроль. В нефтяной и газовой промышленности особенно тщательно проверяются места сварных соединений труб. Именно в этих отраслях радиографический метод контроля является наиболее востребованным благодаря несомненным преимуществам перед остальными способами контроля.

Другое его достоинство - уникальная точность. При проведении ультразвукового или феррозондового контроля всегда существует вероятность ложных срабатываний детектора из-за соприкосновения искателя с неровностями сварного шва. При бесконтактном радиографическом контроле это исключено, т.е неровность или труднодоступность поверхности не является проблемой.
В-третьих, метод позволяет контролировать различные материалы, в том числе немагнитные.
И, наконец, метод подходит для работы в сложных погодных и технических условиях. Здесь радиографический контроль трубопроводов нефти и газа остается единственным возможным. Магнитная и УЗ аппаратура часто дает сбои в работе из-за низких температур или конструктивных особенностей.
Однако и у него есть ряд минусов:
- радиографический метод контроля сварных соединений основан на применении дорогостоящего оборудования и расходных материалов;
- требуется специально подготовленный персонал;
- работа с радиоактивными излучениями является опасной для здоровья.
Подготовка к контролю
Подготовка. В качестве излучателей используются рентгеновские аппараты или гамма-дефектоскопы.

Проверка уровня чувствительности. На участках раскладываются эталоны для проверки чувствительности:
- проволочные – на сам шов, перпендикулярно ему;
- канавочные – отступив от шва не менее 0,5 см, направление канавок – перпендикулярно шву;
- пластинчатые – отступив от шва не менее 0,5 см либо на шов, знаки маркировки на эталоне не должны быть видны на снимке.
Контроль
Технология и схемы радиографического контроля сварных швов разрабатываются, исходя из толщины, формы, конструктивных особенностей контролируемых изделий, в соответствии с НТД. Максимально допустимое расстояние от объекта контроля до радиографической пленки - 150 мм.
Угол между направлением луча и нормалью к пленке должен быть меньше 45°.
Расстояние от источника излучения до контролируемой поверхности рассчитывается согласно НТД для различных видов сварных швов и толщины материала.
Оценка результатов. Качество радиографического контроля напрямую зависит от используемого детектора. При использовании радиографической пленки каждая партия перед применением должна проверяться на соответствие требуемых параметров. Реактивы для обработки снимков также проверяются на пригодность в соответствии с НТД. Подготовку пленки к контролю и обработку готовых снимков следует проводить в специальном затемненном месте. Готовые снимки должны быть четкими, без лишних пятен, слой эмульсии не должен быть нарушен. Изображения эталонов и маркировок также должны просматриваться хорошо.
Для оценки результатов контроля, измерения размеров обнаруженных дефектов применяют специальные шаблоны, лупы, линейки.
По результатам контроля выносится заключение о годности, ремонте или браковке, которое оформляется в журналах установленной формы по НТД.
Применение беспленочных детекторов
Сегодня цифровые технологии все активнее внедряются в промышленное производство, в том числе и в радиографический метод неразрушающего контроля. Существует множество оригинальных разработок отечественных компаний.
При цифровой системе обработки данных в процессе радиографического контроля используются многоразовые гибкие пластины из фосфора или акрила. Рентгеновские лучи попадают на пластину, после чего она сканируется лазером, а изображение преобразуется на монитор. При контроле место расположения пластины аналогично пленочным детекторам.
Этот метод имеет ряд несомненных преимуществ, по сравнению с пленочной радиографией:
- нет надобности в длительном процессе обработки пленки и оборудования специального помещения для этого;
- не нужно закупать постоянно пленку и реактивы для нее;
- процесс экспонирования занимает мало времени;
- моментальное получение изображения в цифровом качестве;
- быстрое архивирование и хранение данных на электронных носителях;
- возможность использовать пластины многократно;
- энергия облучения при контроле может быть сокращена вполовину, а глубина проникновения возрастает.
То есть налицо экономия средств, времени и снижение уровня облучения, а значит, и опасности для обслуживающего персонала.
Техника безопасности при проведении радиографического контроля
Для того чтобы свести к минимуму отрицательное воздействие радиоактивных лучей на здоровье работника, требуется неукоснительно соблюдать меры безопасности при выполнении всех этапов радиографического контроля сварных соединений. Основные правила безопасности:

- все оборудование должно быть исправным, иметь необходимую документацию, исполнители – необходимый уровень подготовки;
- в зоне проведения контроля не допускается нахождение лиц, не связанных с производством;
- при работающем излучателе оператор установки должен находиться со стороны, противоположной направлению излучения не менее чем на 20 м;
- источник излучения должен быть оборудован защитным экраном, который препятствует рассеиванию лучей в пространстве;
- запрещается находиться в зоне возможного облучения дольше предельно допустимой нормы времени;
- уровень радиации в зоне нахождения людей должен постоянно контролироваться с помощью дозиметров;
- место проведения должно быть оборудовано средствами защиты от проникающего действия радиации, такими как свинцовые листы.
Нормативно-техническая документация, ГОСТы
Радиографический контроль сварных соединений проводится в соответствии с ГОСТом 3242-79. Основные документы для проведения радиографического контроля - ГОСТ 7512-82, РДИ 38.18.020-95. Размер знаков маркировки должен соответствовать ГОСТу 15843-79. Тип и мощность источников излучения выбирается в зависимости от толщины и плотности облучаемого вещества согласно ГОСТ 20426-82.
Класс чувствительности и тип эталона регламентируется ГОСТом 23055-78 и ГОСТом 7512-82. Процесс обработки радиографических снимков проводится в соответствии с ГОСТом 8433-81.
При работе с источниками радиационного излучения следует руководствоваться положениями ФЗ РФ «О радиационной безопасности населения», СП 2.6.1.2612-10 "Основные санитарные правила обеспечения радиационной безопасности", СанПиН 2.6.1.2523-09.











