

















Гибочный станок позволяет придать заготовке необходимую форму за счет растяжения внешних и сжимания внутренних слоев детали. Первоначальные размеры сохраняют только участки, расположенные вдоль оси. Оборудование представлено в различном исполнении, отличается типом привода, дополнительным оснащением, размерами.

Конструкция
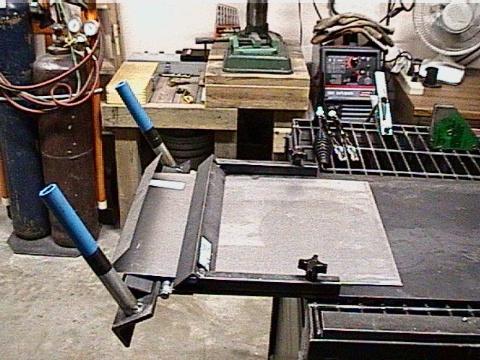
Большинство гибочных станков имеют схожую общую конструкцию. Сюда входят такие элементы:
- Столешница для задней фиксации листа. Деталь предназначена для расположения обрабатываемой заготовки, которая будет перемещаться на поверхности в требуемом направлении. Также на опорах стола предусмотрен сгибатель и резак.
- Нож роликового типа. Он обеспечивает рез металла, должен иметь прочную и острую основу.
- Фронтальные упоры. Позволяют корректировать ширину разреза.
- Подставка из дерева выполняет функцию дополнительной опоры.
- Угломер – дает возможность точного выставления угла обработки.
- Крепежи по высоте – регулируют аналогичный параметр изделия.
Разновидности
Гибочные станки для листового металла бывают нескольких видов, а именно:
- Ручной вариант отличается компактными габаритами, применяется для работ умеренных масштабов. На нем можно обрабатывать медные, алюминиевые, оцинкованные и стальные листы. Работа на подобном оборудовании не требует специальной квалификации.
- Механическое оборудование функционирует за счет трансформации энергии от предварительно раскрученного маховика.
- Электромеханические версии работают при помощи электромотора, цепного или ременного привода и редуктора.
- Гидравлические аналоги используют в своей конструкции гидроцилиндр.
- Пневматические модификации работают от пневмоцилиндра, оптимально подходят для обработки материалов, покрытых лаком или краской.
- Электромагнитные станки сгибают листы при помощи мощного электромагнита, применяются для формирования сегментов и коробов.

Ручные приспособления
На таком оборудовании имеются ограничения по глубине подачи заготовки, рабочей длине обработки и максимальной толщине детали. Ручные гибочные станки для листового металла функционируют следующим образом:
- металлическая заготовка прижимается к столу балкой;
- лист сгибается при помощи специального элемента на требуемый угол;
- толщина гиба на таком приспособлении должна составлять примерно два миллиметра.
Поскольку ручные версии имеют относительно небольшую массу, их можно транспортировать непосредственно на строительную площадку или в мастерскую.
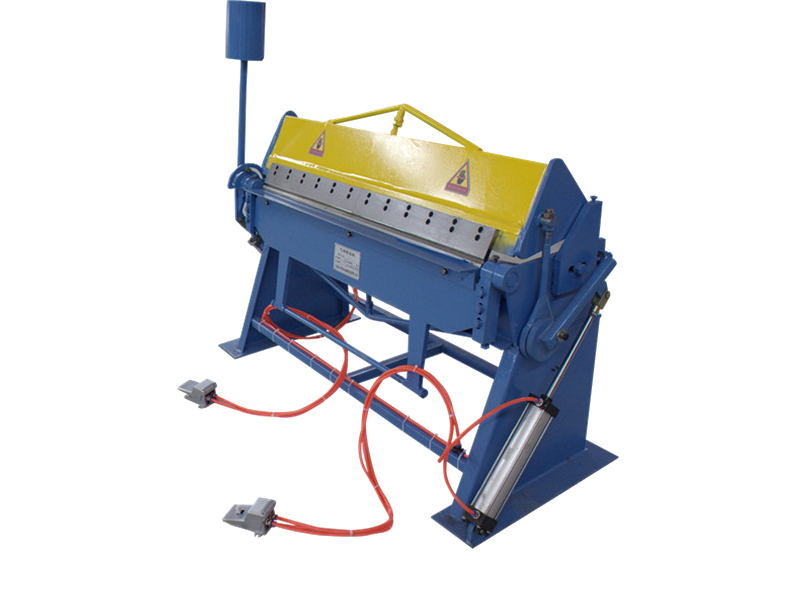
Гидравлический гибочный станок
Подобное оборудование существенно облегчило обработку металлических заготовок. Функционирует оно по такому принципу:
- энергетическим носителем является жидкость, которая под давлением выталкивает из цилиндра плунжер, за счет чего обеспечивается перемещение подвижного поперечного элемента с бойком;
- на лист, размещенный на столе, воздействует соответствующая сила, в результате чего заготовка загибается.
Обычно рассматриваемые приспособления используются для трансформации листов по всей длине столешницы либо для глубокой обработки детали. Эффективность работ и высокая производительность обеспечивается за счет точного функционирования цилиндров. Без проблем можно контролировать передвижение, скорость и торможение ползуна.
Применение гибочных станков гидравлического типа:
- изготовление вывесок, воздуховодов, кровельных элементов;
- выпуск доборных изделий;
- производство материала для внутренней и внешней отделки зданий;
- подготовка металлических профилей различных форм и размеров.
Гидравлические аналоги намного продуктивней ручных версий, позволяют обрабатывать заготовки большей толщины.

Электромеханические модификации
Электрический гибочный станок включает в свою конструкцию мощный остов, гибочную балку, агрегирующую с электрическим приводом и автоматическим сегментным элементом. Для удобства работы оборудование оснащается ножным управлением.
Листогибы электромеханического типа подразделяются на проходные или сквозные варианты, что дает возможность обрабатывать нестандартные заготовки по ширине, длине и высоте. Гнуть на указанных приспособлениях допускается оцинковку, холоднокатаные металлические листы, медные и алюминиевые заготовки. Толщина обработки – до 2,5 мм, длина – до 3-х метров. На таких станках изготавливают отливы, фасадные кассеты, детали вентиляции, кровли, козырьки, коньки и прочее.
Гибочный станок для арматуры
Подобное оборудование позволяет сгибать прутья различного сечения под нужным углом. Станок управляется одним оператором, который задает режим обработки заготовок. Остальную работу выполняет механическая гибочная установка, функционирующая в автоматическом режиме. Устройства востребованы в сферах производства металлоконструкций, строительных материалов, ограждений.
Автоматический гибочный станок для арматуры рассчитан на длительное время работы, его уместно эксплуатировать при выполнении большого объема работ. На нем обрабатывают следующие виды изделий:
- арматурную и углеродистую сталь;
- металлические полосы;
- стальные прутки с резьбой;
- сортиментный прокат.
Рассматриваемый агрегат обеспечит высокую производительность и достойное качество конечной продукции, наряду с высоким показателем точности и безопасности. Управлять оборудованием можно вручную либо ножным контроллером.

Оборудование для гибки труб
По принципу действия гибочные станки для труб подразделяются аналогично листовым вариантам. Между собой они также отличаются способом изгиба. От этого фактора зависит конструкция приспособления и его производительность. Различают три категории профелегибов.
- Агрегат, работающий способом выдавливания. В этом случае геометрия профильной трубы видоизменяется при помощи деформирующего роликового механизма, выступающего в качестве пуансона. Матрица на таком оборудовании не предусмотрена, ее роль играет пара прочных опор, монтируемых с противоположных сторон изгиба. Такими элементами служат поворотные башмаки или ролики. Так как усилие нарастает постепенно с обеспечением постоянного перпендикулярного отношения к заготовке, метод позволяет получить хороший итоговый результат. Способ уместен для выполнения работ в малом объеме.
- Второй вариант – прессование. Для трансформации изделия применяется принцип слесарных тисов. Кусок трубы помещают между матрицей и пуансоном. Их профили должны в точности повторять геометрию обрабатываемой детали для получения качественного изгиба. Кроме того, необходимо учитывать остаточную деформацию металла. Такой гибочный станок подходит для эксплуатации в домашних условиях, когда не требуется высокий показатель точности.
- Третий способ заключается в прокатке труб. Он универсален как для тонкостенных, так и для толстостенных изделий. Нужную конфигурацию получают посредством протягивания детали между одним вращающимся и двумя опорными роликами.

Способы сгибания проволоки
Для этих целей предусмотрено несколько видов оборудования: от простейших ручных приспособлений до автоматизированных гибочных станков для проволоки с ЧПУ.
Рассмотрим вкратце все модификации:
- Самодельный вариант. Агрегат представляет собой металлическую станину с направляющим роликом, металлическим бруском и отверстиями. К нему прикручиваются указанные выше элементы, а к низу остова привариваются пластины. После установки роликов конструкция из бруска крепится к уголку.
- Универсальный гибочный станок с ЧПУ. На таком оборудовании изготавливаются элементы 2D и 3D конфигураций. Управление осуществляется специальным компьютером, выполняющим заложенную в него программу. Подобные аппараты обладают высокой производительностью труда и широкими возможностями.
- Станок, работающий по способу проталкивания. Принцип действия основывается на поступательном перемещении обрабатываемого материала через профилегиб. Заданную конфигурацию заготовке придают обкатывающие ролики. Работа на таком оборудовании требует высокой квалификации.
Другие типы проволочных станков
Среди модификаций для обработки проволоки можно отметить еще три варианта:
- Обкатные станки. Приспособления этого типа ориентированы на изготовление круглых деталей. Подача заготовки происходит на вал с предварительно выставленным радиусом при помощи направляющих роликов. При создании вращения вала осуществляется несколько сгибаний проволоки вокруг рабочего пальца. Этот механический станок производит только один тип изделий. Для изменения конфигурации продукции требуется проведение пусконаладочных работ.
- Аппарат, обрабатывающий проволоку из металлического прутка. При помощи данного оборудования можно осуществлять штамповку и делать резьбу на заготовках. Среди минусов этого оборудования отмечают низкую производительность и наличие дополнительного приспособления для подачи деталей, которое имеет сложную конструкцию.
- Бухтовый аналог. Он работает посредством разматывания бухты проволоки. преобразовывая ее в прямой прут. На выходе получается продукция, имеющая требуемую форму. Данный вид оборудования применяется для серийного производства, имеет высокий показатель производительности.

Как отрегулировать листогибы?
Поскольку станки поставляются обычно в частично разобранном виде, их монтаж требует соблюдения определенных правил. После установки агрегата на рабочую площадку, приступают к установке остальных элементов. Рассмотрим настройку гибочного станка на примере ручного варианта для обработки листов.
Корректировка высоты гибочной балки осуществляется путем ослабления фиксирующих болтов, после чего поворачивают контрольный винт влево или вправо, для уменьшения либо увеличения высоты. По окончании регулировки фиксаторы необходимо затянуть. Стоит отметить, что изменение высоты балки дает возможность корректировать радиус сгиба заготовки, который не должен быть меньше толщины листа.
Настройка кромки поворотной траверсы и роликов
Регулировка пространственной позиции кромки поворотной гибочной траверсы влияет на качество работы при изменении толщины заготовки. Процедуру выполняют при помощи стяжной двухсторонней римской гайки, путем ее поворота против или по часовой стрелке.
Линия усилия режущего роликового механизма должна проходить строго по кромке прижимания обрабатываемого листа. Требуемая высота корректируется размещением нижнего опорного ролика и настраивается посредством контрольного винта.
Пространственное размещение отрезного ножа на станке должно параллельно соответствовать положению гибочной балки. Если это требование не соблюдается, следует выполнить регулировку элементов при помощи контрольных винтов. При отрыве нижнего роликового приспособления от поверхности листа и увода ножа в сторону рекомендуется уменьшить ширину левой каретки посредством подтягивания или ослабления роликов.
Краткий итог
Гибочные станки, характеристики которых перечислены выше, широко используются в промышленности, на малых профильных предприятиях, а также в частном хозяйстве. При выборе оборудования следует учитывать частоту его эксплуатации, средний объем работ, а также необходимый уровень квалификации работников. Например, для дома или небольшой стройки подойдут простейшие вариации, с работой которых справится практически любой работник, имеющий опыт в строительстве. Если же требуется высокая точность, лучше использовать профессиональное оборудование (гидравлические, электрические агрегаты или станки с ЧПУ.











