















Профессиональные сварщики наиболее эффективным и надежным способом соединения различных металлических изделий считают аргонодуговую сварку. Этот вид стыковки деталей популярен не только на промышленных предприятиях, но и условиях домашней мастерской, так как позволяет производить сваривание металлов с разными механическими и физическими свойствами.
Аргонодуговое соединение представляет собой расплавление металла с применением электродов из вольфрама. Поэтому, прежде чем приступить к выполнению сварочных работ, необходимо внимательно ознакомиться с типами и маркировкой вольфрамовых электродов для сварки.
Особенности
Конструктивно вольфрамовые электроды выполнены в виде тонких металлических стержней из прессованных частиц этого металла. Использование мелких прессованных частиц, предварительно подвергшихся высокой температурной обработке, а не кусочков цельного металла, основано на высокой тугоплавкости данного материала.
Такие стержни по внешнему виду почти не отличаются от литого металла. Для стабилизации дуги, уменьшения газообразования, снижения кислотности металла на вольфрамовые электроды для аргонодуговой сварки наносится специальное покрытие, которое также улучшает легирование металла.
Конечно, использование аргонодуговой сварки для домашнего пользования считается дорогостоящей технологией, но промышленные предприятия широко используют ее для работы со сложными металлическими конструкциями из различных материалов. Из-за отсутствия лишних осадков от обмазки сварка вольфрамовым электродом в среде защитного газа считается более качественной, чем другие разновидности сварки.
Состав электродов
Большинство вольфрамовых стержней имеют в своем составе от 97% чистого металла, а также различные добавки, которые эффективно активизируют сварочный процесс. Количество добавок может составлять от 1,5% до 3%.
Основными присадками являются:
- оксид циркония;
- оксид церия;
- оксид лантана;
- оксид тория;
- оксид иттрия.
Благодаря такому составу, вольфрамовые электроды для аргонной сварки характеризуются высокой тугоплавкостью (около 3000℃) и повышенной температурой кипения (почти 5800℃). Эти свойства предполагают очень малый расход материала в процессе сварки. На один метр сварочного шва расходуется всего сотые части материала. Главное, чтобы на поверхности электродов не содержалось никаких следов загрязнений и посторонних включений, а также смазочных технологических материалов, раковин и трещин. При покупке поверхность стержней осматривается визуально.
Маркировка вольфрамовых изделий
Выбор стержней по назначению одинаково возможен в любой стране мира, так как маркировка вольфрамовых электродов определена в соответствии с международными стандартами. А это значит, что именно надпись на корпусе и цвет наконечника отражают химический состав и тип выбранного изделия.
Первая буква W указывает на то, что это именно вольфрамовый электрод. Характеристики изделия в чистом виде не очень высокие, поэтому чтобы улучшить их добавляются легирующие компоненты.
Буквенное обозначение легирующих дополнительных компонентов указывается следующим образом:
- WP – указывает, что стержень изготовлен из чистого вольфрама;
- C – добавлен компонент оксид церия;
- Y – пруток содержит диоксид иттрия;
- T – электрод содержит диоксид тория;
- L – в прутке присутствует оксид лантана;
- Z – указывает на наличие оксида циркония.
После буквенной маркировки указаны цифровые надписи. Первые обозначают процентное содержание легирующих добавок. Вторая группа цифр указывает на длину прутка в миллиметрах. Наиболее распространенной считается длина 175 мм, но производители выпускают и электроды длиной 50, 75 и 100 мм.
Обозначение электродов по цвету
Выбор определенной марки вольфрамового электрода по цветам довольно прост. Буквенные и цифровые надписи обозначают наличие примесей и химический состав электродов, который несложно определить, прочитав маркировку на металле.
Чтобы получить качественное и надежное соединение различных металлов, необходимо правильно выбрать не только режим сварки, но и непосредственно вольфрамовый электрод. Поэтому, среди этого многообразия типов сварочного расходного материала, легко ориентироваться по цвету наконечника.
Зеленый цвет (WP)
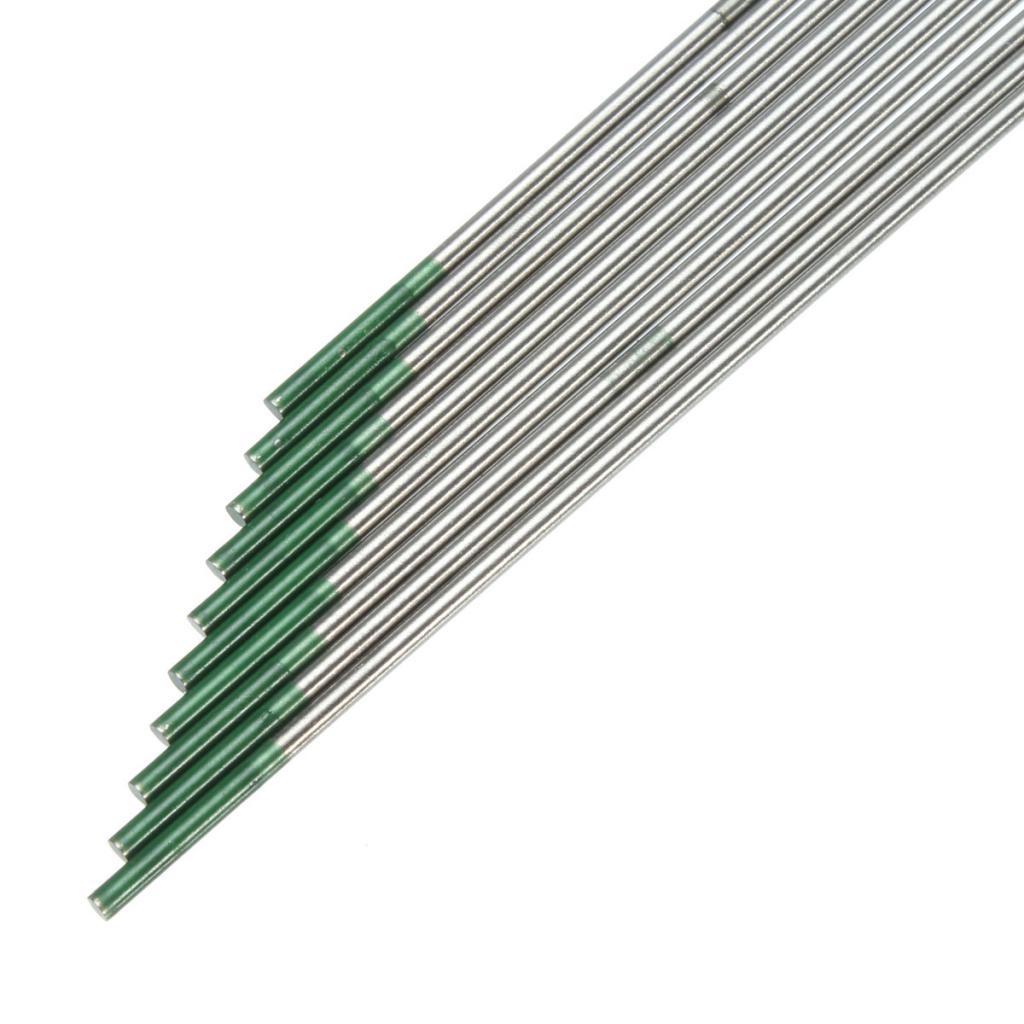
Эти модели электродов имеют самое высокое содержание чистого вольфрама, доля примесей здесь всего лишь 0,5%. Используются такие электроды для сварки алюминия, а также чистого магния и его сплавов. Лучший результат соединения получается при защите места стыковки деталей аргоном или гелием.
Высокая стабильность горения дуги достигается при использовании тока переменной частоты, желательно, с использованием высокочастотного осциллятора с синусоидальным током. Особенностью таких электродов считается шарикообразная форма наконечника, из-за того, что тепловая нагрузка его ограничена.
Красный цвет (WT20)

Данные модели электродов содержат в своем составе оксид тория, который относится к радиоактивным элементам низкого уровня, и очень влияет не только на состояние окружающей среды, но и на самочувствие человека. Временное применение этих электродов большой риск здоровью не представляют, а вот постоянное, долговременное использование может нанести вред здоровью сварщика. Основным требованием безопасности при сварке электродом с торием является хорошая вентиляция помещения и применение надежных защитных средств.
Вольфрамовые электроды с содержанием тория считаются универсальными изделиями, так как прекрасно работают как на переменном, так и на постоянном токе. Но при сварке постоянным током намного превосходит показатели качества стержней без добавок, что обуславливает его широкое применение.
Отличные показатели надежности соединения достигаются при сварке никеля, меди, титана, кремниевой бронзы, молибдена и тантала.
Белый цвет (WZ8)

Эти электроды в качестве присадки содержат оксид циркония, не более 0,8%. Такие стержни способны выдерживать большую токовую нагрузку, нежели вольфрамовые электроды других марок. Предпочтительнее работать с ними на переменном токе.
Такие прутки имеют повышенную стабильность сварочной дуги. При их использовании сварочная ванна абсолютно не загрязняется, что способствует образованию качественного шва без различных дефектов. Имеют высокие качественные характеристики при соединении деталей из магния, никеля, алюминия, бронзы, а также их сплавов.
Серый цвет (WC20)

Эти электроды содержат около 2% оксида церия, который является очень распространенным нерадиоактивным редкоземельным металлом. Главное его свойство – положительное воздействие на эмиссию сварочного стержня, благодаря чему начальный запуск упрощается, а предел рабочего тока расширяется.
Профессиональные сварщики серые электроды считают полностью универсальными, так как работают они на токе любой полярности, при этом позволяет соединять почти все металлические сплавы.
При работе на минимальных токах обеспечивает отличную стабильность сварочной дуги, что позволяет соединять тонкие стальные листы, а также трубные детали, практически любого диаметра. А вот эксплуатация таких электродов при высоком токе нежелательна, так как на раскаленном конце стержня может концентрироваться оксид церия.
Темно-синий цвет (WY20)
Сварку сложных и ответственных конструкций из медных сплавов, титана, низкоуглеродистых сталей чаще всего производят электродами с легирующей присадкой из диоксида иттрия (около 2%). Благодаря дополнительной добавке, эти стержни характеризуются высокой устойчивостью катодного пятна, поэтому дуга стабильна на любых величинах тока.
Профессиональные сварщики считают WY20 самым стойким неплавящимся вольфрамовым электродом.
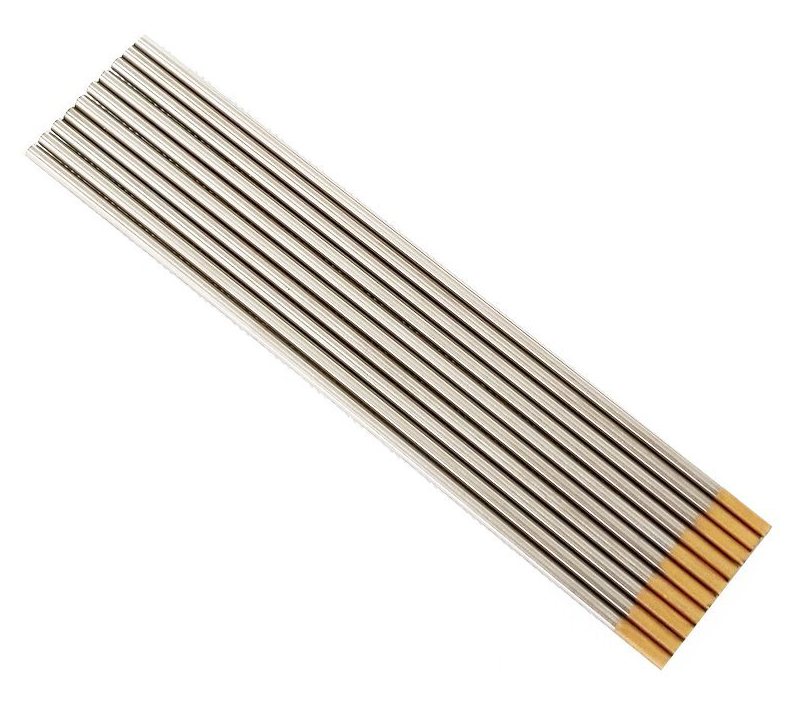
Синий и золотистый цвет (WL20 и WL15)

Эти электроды содержат в качестве присадки оксид лантана. WL20 включает в свой состав около 2% лантана и окрашивается синим цветом, а WL15 содержит около 1,5% присадки и маркируется золотистым цветом.
Эти марки стержней считаются наиболее долговечными, так как имеют малый уровень загрязнения сварной ванны. В связи с этим качеством, заточка вольфрамовых электродов данного типа сохраняется очень долгое время.
Высокий потенциал лантанов имеет простой розжиг дуги и малую склонность к прожогам металла. С помощью таких изделий производят соединение бронзы, меди, алюминия, а также высоколегированных сталей.
Особенности заточки электродов
В отличие от электродов плавящегося типа, которые готовы к работе в любое время, неплавящиеся вольфрамовые электроды необходимо затачивать. От формы наконечника этого изделия зависит давление дуги на поверхность свариваемых металлов, а также эффективное распределение энергии.
Правила заточки стержней зависят от марки электрода, а также от условий применения аргонодуговой сварки.
Форма заточки различных марок стержней делается следующим образом:
- на электродах марки WT формируют небольшую выпуклость;
- кончик электродов WP и WL изготавливается в виде сферы (шарика);
- стержни WY, WC и WZ делаются конусообразной формы.
Длина заточки рассчитывается умножением диаметра стержня на число 2,5. Так, если диаметр электрода 3 мм, то затачивать его нужно на длину 7,5 мм. Процесс заточки можно выполнять с применением точильного станка или болгарки. Но лучше всего зажать стержень в патроне электродрели и точить на низких оборотах.
Также большое значение имеет угол заточки. Этот параметр зависит от применяемой силы тока сварки:
- при работе на высоких токах угол заточки делается 60-120 градусов;
- на средних значениях тока угол составляет 20-30 градусов;
- при минимальных токах – 10-20 градусов.
Правильность угла заточки влияет на стабильность дуги в процессе сварки.

Ошибки, допущенные при выполнении этой операции, могут привести к следующим негативным явлениям:
- неравномерная форма может отклонять сварочную дугу от требуемого направления;
- нарушение ширины заточки приводит к не достаточному прогреву шва;
- нестабильность горения дуги возникает из-за глубоких царапин и борозд на наконечнике;
- малую глубину провара и большой износ стержня провоцируют слишком острые или тупые углы заточки.
При появлении хоть одного похожего симптома нужно срочно прекратить сварочный процесс и исправить дефект заточки.
Помните, что правильный выбор вольфрамовых электродов намного увеличивает производительность выполнения работы и улучшает качество соединения металлических конструкций. Строго соблюдайте при проведении сварочных работ правила техники безопасности, ведь от этого зависит здоровье сварщика.











