















В процессах металлообработки ключевую роль играет абразивный и режущий инструмент. Он представляет собой оснастку в виде фрез, которые посредством хвостовиков устанавливаются в станочные патроны. На качество обработки влияют характеристики инструмента, а надежность его посадки обеспечивается цангой. Что такое зажим в составе обрабатывающего оборудования в принципе? Данное приспособление является вспомогательной деталью патрона, но в силу различий между разными видами хвостовиков и конструкций станков существует множество вариаций и типоразмеров этого элемента.
Конструкция цанги
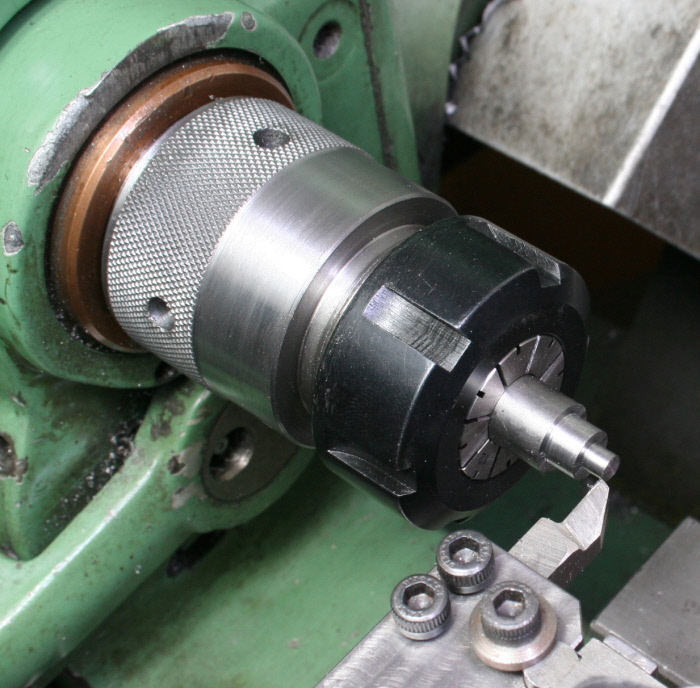
Деталь выполняется в форме разрезной пружинящей втулки с усеченным конусом. На поверхности корпуса также имеются пропилы, обеспечивающие подвижность зажимающих лепестков при снятии или установке фрезерной насадки. Непосредственно захват хвостовика выполняется за счет усилия от гайки. Что такое цанга с точки зрения взаимодействия с патроном? Это компонент металлорежущей станочной конструкции, который изначально надевается на патрон для рабочего инструмента и выполняет своего рода функцию переходника.

Устанавливающая оснастка самой цанги, как правило, универсальна. Разные модели можно использовать применительно к одной группе станков. Но часть, которая обеспечивает крепление фрезерных хвостовиков, почти всегда ориентируется на ограниченный диапазон размеров. Что касается материала изготовления, то конструкционную основу формирует металл – обычно инструментальная сталь. Разве что в местах сопряжения с фиксируемой фрезой могут применяться вставки из твердотельных сплавов и специальной керамики. Это необходимо для повышения износостойкости рабочих поверхностей и предотвращения налипания раскаленного хвостовика к цанге.
Размерные параметры изделия

Цанга может использоваться в станках разного типа, что определяет и широту ее размерных диапазонов. В среднем можно говорить о следующих параметрах:
- Длина – от 35 до 70 мм. Причем стандартом считается 35,5 мм.
- Диаметр зажимной головки – от 8 до 13 мм.
- Длина резьбы – от 9 до 16 мм.
- Глубина профиля паза – обычный формат 2х0,8 мм.
- Посадочный диаметр – от 6 до 22 мм.
Градация размерного ряда никак не обуславливает зависимость между разными характеристиками. Например, типовая токарная цанга для фрезера на 8 мм может иметь длину 70 мм, а деталь с посадочным диаметром 10 мм – 45 мм. Многое в размерах определяется и характером обработки. Механическое воздействие может выполняться под наклоном на некоторых станках, что, к примеру, усложняет использование длинных элементов. Это же касается и ограничений по совмещению зажимных механизмов с бабками станка разного калибра.
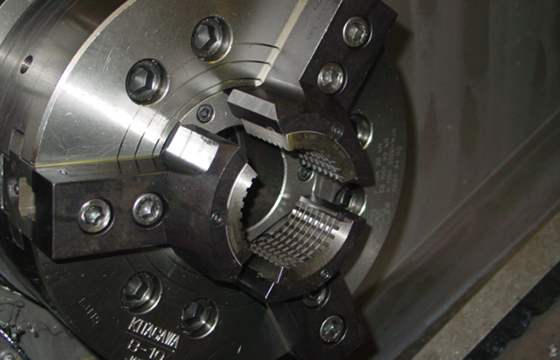
Особенности цангового патрона

Данное приспособление легко спутать с кулачковым патроном, который используется не только в станках, но и в составе ручных обрабатывающих инструментов. Объединяются они тем, что выступают универсальным средством захвата насадки. Впрочем, в обоих случаях универсальность условна, так как речь может идти об определенных типоразмерах хвостовиков. Главной особенностью цангового патрона является возможность регулировки зажима по диаметру применяемого инструмента. Более того, крепление может обеспечиваться в отношении хвостовиков с разным сечением и формой. Обычно применяются цилиндрические и прямоугольные стержни, но существуют и специальные модели для захвата треугольных элементов.
Классификация типов цанг по назначению
Конфигурация и функционал цанговых приспособлений различается в зависимости от места, которое они занимают в захватывающем механизме. Наиболее распространены элементы двух типов:
- Зажимная цанга. Классическое и наиболее распространенное исполнение в виде втулки с несколькими амортизирующими лепестками для универсального захвата. Как правило, такая цанга для станка применяется в обработке заготовок диаметром от 30 до 80 мм.
- Подающая цанга. Также выполняется в формате втулки с пружинящими лепестками, сформированными благодаря трем неполным разрезам по цилиндру корпуса. В готовом для эксплуатации виде лепестки поджимаются друг к другу.
Отдельно стоит отметить разъемные цанги, которые используются специально в обработке изделий мелкого формата. Такие устройства поддерживают возможность разборки и модульной компоновки – как минимум допускают обновление вставок.
Классификация по техническому устройству
От множества патронов типовая цанга отличается тем, что ее можно легко снимать и, как отмечалось выше, даже разбирать в некоторых модификациях. Но и цанговые приспособления различаются по способу совмещения со станочным оборудованием. В той же металлообработке задействуют статичные неразборные (неподвижные) и встраиваемые съемные модели. Также цанговый патрон может быть выдвижным и втягиваемым. Принадлежность к той или иной группе определяется конфигурацией захвата обрабатывающего инструмента, диапазоном углов механического воздействия и системой управления, так как существуют ручные и в разной степени автоматизированные узлы настройки оснастки.
Области применения цанговых приспособлений
Преимущественно такие устройства находят место в качестве элемента оснастки токарных, сверлильных, карусельных и продольных станков. Это касается одной части установки, но что такое цанга в плане совместимости с обрабатывающим инструментом? Среди целевых средств для захвата можно выделить метчики, плашки, сверла и фрезы. Конкретная совместимость будет определяться типом хвостовика. К слову, не только в станках используются подобные системы крепления обрабатывающих деталей. Ручной электроинструмент также обеспечивается патронами с пружинными лепестками с накручивающейся гайкой, только меньшего формата.
Производители цанги
К премиальным изготовителям можно отнести компании «Метабо», «Джет», «Бош», «Макита» и других изготовителей, которые в том числе занимаются и разработкой оборудования для твердотельных заготовок. Например, распространенная цанга для фрезера 8 мм в линейке «Бош» также подходит и для шлифовальных ручных машин ее же производства. Что касается стоимости, то продукция вышеупомянутых брендов оценивается в 700-1200 руб. за цанговый элемент. Комплекты с деталями разного формата и дополнительным оснащением могут стоить и 15-20 тыс. руб. Отечественная продукция от предприятий «Зубр» и «Энкор» немногим уступает в качестве исполнения, но обходится на 15-20% дешевле.

Заключение
Использование вспомогательных переходных деталей при фиксации обрабатывающих насадок само по себе не добавляет надежности рабочему процессу. Промежуточные узлы также снижают уровень безопасности. Чем же оправдывается использование универсальных патронов с пружинными сегментами? Для ответа нужно обратиться к другому вопросу – о том, что такое цанга в общем технологическом процессе обработки? Это элемент, благодаря которому оптимизируются операции подбора и смены тех же фрез и метчиков. Оператору не нужно долго подбирать насадку для патрона строго под определенный формат. Достаточно выполнить разводку цанги и завести деталь в патрон. Разумеется, и в такой системе имеют место свои ограничения, но спектр вариаций при совмещении рабочего инструмента с оборудованием достаточно широк для полной универсализации оснастки в рамках предприятия определенной направленности.











