











ДИП 500 – легендарный токарно-винторезный станок, выпускаемый в СССР с 1930-х годов. Он и сегодня пользуется спросом благодаря надежности, универсальности и широким техническим возможностям. Давайте рассмотрим ДИП 500 подробно и решим, подходит ли он для ваших целей.
История создания ДИП 500
Производство станка ДИП 500 было начато в 1930-х годах на Московском станкостроительном заводе "Красный пролетарий". В качестве прототипа при его разработке был взят токарно-винторезный станок немецкой фирмы VDF.
Первый экземпляр станка ДИП 500 был собран и испытан 25 апреля 1932 года. К концу 1932 года завод сумел наладить серийный выпуск и произвел уже 25 таких станков.
В 1934 году на заводе освоено производство более тяжелых моделей ДИП-300, ДИП-400 и ДИП-500. Эти токарно-винторезные станки предназначались для обработки крупных деталей.
В 1944 году выпуск ДИП 500 был передан на вновь основанный Рязанский станкостроительный завод. Здесь станок подвергся модернизации - была внедрена электрическая схема управления, улучшены характеристики.
Общие технические характеристики ДИП 500
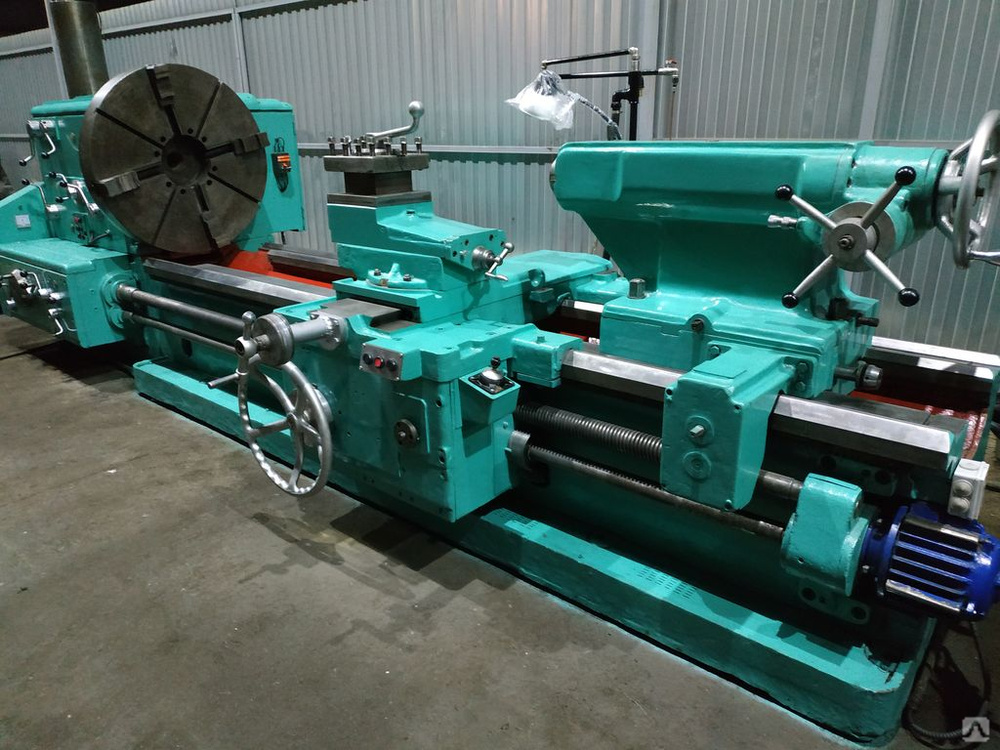
Рассмотрим основные технические показатели и конструктивные особенности токарно-винторезного станка ДИП 500:
- Отверстие в шпинделе — 128 мм
- Мощность электродвигателя главного привода — 22 кВт
- Длина — 4100 / 6140 / 8180 / 9190 / 11380 мм
- Ширина — 2200 мм
- Высота — 1770 мм
- Наибольший диаметр обработки изделия над станиной — 1000 мм
- Наибольший диаметр обработки изделия над суппортом — 650 мм
- Расстояние между центрами (РМЦ) — 1000 / 3000 / 5000 / 8000 / 10000 мм
- Максимальная масса изделия — 8000 (10000 для станков с РМЦ от 5000 мм) кг
Возможности ДИП 500
Станок ДИП 500 обладает широкими технологическими возможностями и позволяет выполнять разнообразные виды токарных работ:
- Наружное и внутреннее продольное точение цилиндрических поверхностей
- Торцевое точение
- Сверление и зенкерование отверстий
- Нарезание метрической, модульной, дюймовой и питчевой резьбы
- Точение конических поверхностей
- Лобовое точение при помощи поперечного суппорта
На станке можно обрабатывать детали из различных конструкционных материалов - стали, чугуна, цветных металлов и их сплавов.
Большое расстояние между центрами позволяет устанавливать заготовки длиной до 5 метров.
ДИП 500 дает возможность нарезать резьбы самых разных типов с шагом от 1 до 28 мм.
| Метрическая резьба | От 1 до 14 мм |
| Дюймовая резьба Витворта | От 2 до 28 ниток на дюйм |
| Модульная резьба | От 0,25 до 3,5 модуля |
Особенности управления ДИП 500

Управление станком ДИП 500 осуществляется с помощью различных органов, расположенных на передней бабке, фартуке и задней бабке:
- Рукоятки переключения скоростей на коробке скоростей
- Кнопочные пульты включения/выключения шпинделя
- Маховик перемещения задней бабки
- Рукоятки включения подач на фартуке
- Ручки регулировки суппорта
Переключение скоростей вращения шпинделя от 4,25 до 192 об/мин производится 3 рукоятками на коробке скоростей. Еще 2 рукоятки отвечают за направление вращения (прямое или обратное) и ускорение подачи суппорта.
Эксплуатация и обслуживание
Для нормальной работы станка ДИП 500 требуется регулярное обслуживание:
- Ежедневная очистка стружки из рабочей зоны
- Периодическая смазка подшипников и направляющих
- Проверка износа шпинделя, цанг, патронов
- Замена расходных материалов (масло, смазка, щетки)
Отдельного внимания требует замена и обточка резцов. Рекомендуется иметь несколько комплектов резцов и использовать их поочередно.
Где приобрести ДИП 500
Приобрести токарный станок ДИП 500 можно как новый, так и б/у. Цены варьируются от 50 тыс. рублей за станок 1960-70 годов выпуска с износом узлов и до 500 тыс. рублей за новый станок, изготовленный сегодня по старым чертежам на отечественных предприятиях.
При покупке б/у станка внимательно осмотрите все узлы, проверьте комплектность, поработайте в тестовом режиме. Учитывайте стоимость дополнительных вложений в восстановление и модернизацию.
Токарная обработка на ДИП 500
На токарно-винторезном станке ДИП 500 можно вытачивать изделия самой разной конфигурации из металлических заготовок. Рассмотрим некоторые примеры такой обработки.
При обточке наружных поверхностей в патрон или центры закрепляется цилиндрическая заготовка, после чего резец прижимается к вращающейся детали и постепенно срезает стружку, формируя готовую поверхность.
При расточке сверло (зенкер) устанавливается в резцедержатель суппорта и постепенно углубляется внутрь отверстия, расширяя его до нужного диаметра. Возможно также использование разверток для более высокой точности обработки.
Резцы и приспособления для ДИП 500
Для выполнения различных видов токарной обработки на станке ДИП 500 используется набор специальных резцов и приспособлений:
Токарные резцы:
- Проходные резцы для чернового и чистового точения
- Отрезные резцы
- Резьбовые резцы
- Прорезные резцы
- Расточные резцы
Резцы изготавливаются из инструментальных сталей и оснащаются сменными твердосплавными пластинами.
Устройства для крепления заготовок:
- Трех- и четырехкулачковые патроны различных размеров
- Планшайбы
- Центры с конусом Морзе
Их используют для надежной фиксации обрабатываемых деталей в шпинделе или задней бабке станка.











