














В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны:
- Место сплавления – граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.
- Область термического влияния – зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена.
- Сварочный шов – участок, который образовался во время кристаллизации в процессе остывания металла.
Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:

- Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
- Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
- Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
- Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
- Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
- ширина – это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
- корень шва – обратная его сторона, которая находится в максимальной удаленности от лицевой части;
- выпуклость – определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость – этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом; определяется данный параметр в том месте, где шов имеет наибольший прогиб - от него до плоскости основного металла измеряется размер вогнутости;
- катет шва – он имеет место только в угловом и тавровом соединении; измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.
Виды швов по способу выполнения
- Односторонние сварочные швы. Они выполняются с полным проплавлением металла по всей длине.

- Двухстороннее исполнение. По технологии после выполнения односторонней сварки, удаляется корень шва, и только после этого выполняется сварка с другой стороны.
- Однослойные швы. Выполняются однопроходной сваркой с одним наплавленным валиком.
- Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда выполнить сварку в один проход не представляется возможным по технологии. Слой шва будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение области термического воздействия и получить прочный и качественный сварной шов.



Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
- нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
- горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
- потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
- "в лодочку", это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности:
- непрерывные, так выполняются практически все швы, но бывают и исключения;
- прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
Разделка кромок
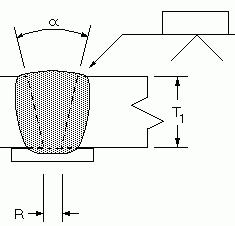
Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению:
- V-образная;
- X-образная;
- Y-образная;
- U-образная;
- щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
- работоспособность соединения;
- прочность и качество сварного шва;
- экономичность.

Стандарты и ГОСТы
- Ручная дуговая сварка. Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали.
- Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания.
- Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде.
- Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Обозначение сварочного шва
Согласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот - то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
○ – замкнутый шов;
┐ – сварка шва производится при монтаже.
- Обозначение сварочных швов, их конструктивных элементов и ГОСТ соединения.
- Наименование шва по стандарту.
- Способ сварки по нормативным стандартам.
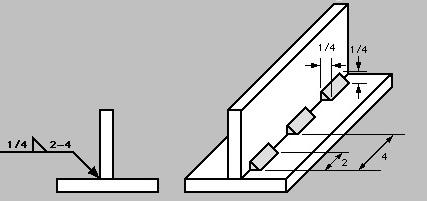
- Указывается катет, этот пункт касается только угловых соединений.
- Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки.
- Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый:
- снятие усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
- шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам;
- чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.











