














Произведение сварочных операций независимо от применяемой технологии сопрягается с необходимостью довольно хлопотной организации рабочего процесса. Мастер должен подготовить оборудование, расходные материалы, а также позаботиться о технике безопасности. При этом надо учитывать затратность мероприятия, поскольку финансовое обеспечение таких операций в регулярном режиме далеко не всегда оправдывает качество получаемого результата. В этом плане одной из самых выгодных является термитная сварка, отличающаяся простотой выполнения, доступностью материалов и в некоторых случаях позволяет добиваться высокой прочности соединений.
Особенности технологии

Процесс сварки термитами отличается применением особых порошковых смесей, которые в ходе сгорания выделяют большое количество тепла. Как правило, это металлические смеси, которые и называются термитами. Традиционная комбинация предусматривает использование двух компонентов – зажигающей массы и состава, из которого выделяется тепло. В качестве окисла выступает окалина из железа, а основным активатором является термит, содержащий магний с алюминием. Кроме того, технология термитной сварки допускает использование оксидов хрома, вольфрама и никеля. Благодаря этим порошкам достигается усиление теплового воздействия. Так, если смесь из алюминия и магния обеспечивает теплоту порядка 2500 °C, то хромированные составы повышают температуру до 3500 °C. Различаются и смеси для запала. Наиболее распространенным составом для этой задачи является комбинация магния, натрия и пероксида бария. К особенностям горящего термита можно отнести поддержание активного тепловыделения даже в условиях контакта с водой. Иными словами, смесь практически невозможно затушить случайным воздействием.
Разновидности термитной сварки
Существует четыре основных техники выполнения такой сварки – посредством промежуточного литья, комбинированная, впритык и дуплекс. В процессе выполнения операции промежуточным литьем порошкообразная смесь переходит в состояние жидкого металла, причем это не влияет на исходные характеристики активного вещества-термита. Обычно данную методику используют для монтажа металлоконструкций, которые предварительно крепятся в нужном положении. Специально для работы с пластинчатыми изделиями, катодными и дренажными выводами применяется стыковая термитная сварка, смесь для которой предварительно обжигается в печи. Комбинированная техника предполагает сочетание литьевого метода и сварки впритык. То есть мастер может основные работы выполнять при помощи жидкого наплавления, а кромки дорабатывать с помощью деликатной сварки впритык. Что касается дуплекса, то этот метод предусматривает введение дополнительного этапа, в ходе которого производится прессование оплавленного зазора конструкции.
Применяемое оборудование

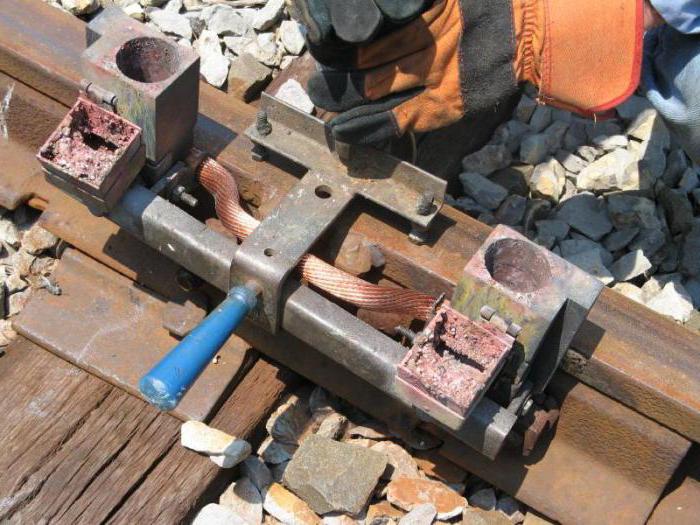
Основу оснастки составляет тигель, который обеспечивает возможность работы с термитами, в том числе по нему производится слив и расплавленной металлической массы. Данный элемент может быть выполнен из керамики или вольфрама, в зависимости от требований к температурному режиму. Отдельно подготавливаются и формы для отливки. Специальные матрицы позволяют работать с широким спектром расплавленной основы. Также следует подготовить оборудование для термитной сварки в виде зажимных и фиксирующих приспособлений для массивных конструкций, специальный резак и технический карандаш, предназначенный специально для данного рода операций. В зависимости от условий проведения работ и требований к результату может потребоваться специальная горелка для инвертора и термометр.
Практика организации работ в домашних условиях

В бытовом хозяйстве данная разновидность сварки спасает тех, кто не может надлежащим образом реализовать электродуговой метод или соединение газовым расплавом. Обычно в таких случаях используется термит с минимальной температурой – порядка 1300 °C. Этот режим позволяет обеспечить простейший алюминиевый состав, за счет которого можно выполнить ремонт мелких трещин в металлоконструкции, реализовать автослесарные операции или сварить строительную арматуру. Как правило, термитная сварка в домашних условиях выполняется без специальных инверторов. Рабочим инструментом выступит термитный карандаш, при умелом обращении с которым можно добиться прочного соединения.
Практика выполнения операций в промышленных условиях

Промышленная организация процесса сварочных работ с применением термитных смесей имеет немало существенных отличий. В первую очередь, используются более эффективные металлические составы с повышенным тепловыделением. Это те же термиты с включением хрома, вольфрама и других элементов с активной функцией сгорания. Для технической организации процесса необходимо также применение более мощного оборудования, то есть одним термитным карандашом специалисты не ограничиваются. Например, термитная сварка в электротехнической промышленности в обязательном порядке предусматривает использование инверторов, термостатов и другой аппаратуры, которая позволяет отслеживать параметры рабочего процесса. Третья отличительная черта выполнения сварки в промышленных отраслях – это подготовка специальной удерживающей оснастки. Используются литейные огнеупорные формы для заполнения зазоров, высокопрочные тигели, держатели и фиксаторы для различных конструкций.
Особенности сварки проводов
Технология произведения термитной сварки оптимальной подходит для работы с электропроводкой. Причем этот подход может использоваться и в промышленности, и в быту. В процессе осуществления работ формируется цельнометаллическое соединение окончаний проводки. При этом важно заметить, что в месте утолщения провода на участке сварки электрическое сопротивление понижается относительно остальной части материала. Для самой сварки используется специальный термитный патрон. В частности, с его помощью производится термитная сварка проводов, выполненных из алюминия и сталеалюминия. Существуют и специальные патроны для работы с медной проводкой – они выполняются из кокиля.
Техника безопасности при выполнении сварки

При всей простоте выполнения данного метода сварки именно в силу специфики химических свойств термитных смесей определяются довольно жесткие правила соблюдения техники безопасности. Во-первых, предъявляются специальные требования к организации хранения металлических порошков. Следует обеспечивать хранение только в сухих и отапливаемых помещениях. Более того, термитная сварка не допускает использования влажных порошков непосредственно в процессе поджига. Во-вторых, предъявляются особые требования и к условиям выполнения сварки. Операцию можно производить только при температуре более 10 °C. Места соединений должны быть предварительно очищены и обезжирены.
Плюсы и минусы термитной сварки
К преимуществам относят доступность материалов, несложность выполнения большинства операций и низкое энергопотребление в процессе выполнения работ. Иными словами, этот вариант подойдет и для масштабной сварки массивных строительных конструкций, и для незначительных бытовых операций. Что касается недостатков, то термитная сварка доставляет немало трудностей в работе с бесшовными соединениями. Дело в том, что непосредственно в ходе произведения операции мастер не может в полной мере отслеживать качество формирования зазора и соединения. В итоге рассчитывать на ровное и чистое сведение частей конструкций без существенных деформаций в большинстве случаев не приходится. Но зато в плане прочности и долговечности термитные соединения считаются одними из самых лучших.
Заключение

Производители сварочного оборудования преимущественно совершенствуют аппаратуру для резки, наделяя высокими эксплуатационными качествами именно инструмент термического воздействия. Такой подход к разработке приборов себя оправдывает, но эксплуатация оборудования с повышенной мощностью закономерно требует и больших вложений в энергоснабжение. Как показывает практика термитной сварки в быту, использование металлических порошковых смесей на основе алюминия и магния по силе резки дает тот же эффект, что и альтернативные методики. Другое дело, что содержание этих же смесей также требует немалых хлопот и затрат. Зато эти неудобства окупает универсальность технологии. Наличие в хозяйстве полного спектра металлических порошков от алюминия до вольфрама позволит создавать разнообразные смеси, пригодные и для соединения железнодорожных шпал, и для тонкой работы с проводами.











