














Устройство протяжного станка принципиально отличается от оборудования, которое осуществляет функции дробления, фрезерования, зенкования и строгания. При этом способ механического воздействия может совпадать с перечисленными операциями обработки, однако принцип оказания усилия в данном случае отличается. В некоторых аспектах протяжной станок обеспечивает более высокую производительность, но конструкционные особенности не позволяют его использовать на предприятиях в массовом порядке.

Общие сведения о протяжных станках
Технология протягивания по своему принципу механического воздействия соответствует традиционным и наиболее распространенным видам оборудования металлообработки. Разница заключается в самих условиях выполнения этой операции. Например, протяжные горизонтальные станки позволяют с высокой точностью обрабатывать внутренние поверхности различных заготовок. Данное оборудование используют для формирования особых фасок в сложных местах.
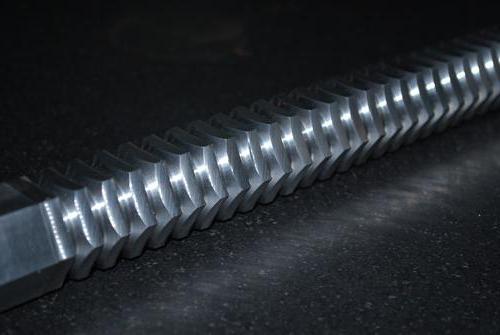
Нередко операция протяжения в условиях поточного серийного производства является завершающей стадией изготовления, следующей за более привычными видами обработки фрезерованием или зенкованием. Еще одной особенностью, которой отличается протяжной станок, является использование специфических режущих элементов. Это так называемые протяжки, которые осуществляют непосредственное механическое воздействие на материал.
Технические характеристики
Одним из недостатков таких станков считают габариты. Как правило, это удлиненная платформа, в которой размещается заготовка. Размерные характеристики в среднем составляют около 2 м в длину, 0,5 м в ширину и 1,5 м в высоту. Впрочем, конфигурации могут быть разными – соответственно, различаются и размеры. Масса составляет порядка 500 кг, поэтому перед установкой будет не лишним предусмотреть надежную фундаментную основу. С точки зрения производительности, важна и скорость протягивания, то есть обработки. К примеру, протяжной станок от предприятия «Гибкие соединения» в модификации СГП.12.35 обеспечивает рабочий темп в 220 мм/мин. Иными словами, за одну минуту оборудование может выполнить рез внутренней поверхности длиной более 20 см. Здесь же стоит учитывать и максимальную зону обработки, поскольку в большинстве случаев выполнение тех же линий реза в два подхода неприемлемо технологически. Средняя длина разового обслуживания варьируется от 4 до 5 м.
Разновидности

Различают горизонтальные, вертикальные и непрерывные протяжные модификации. Первый, уже отмеченный вариант отличается конструкционной простотой, поэтому подходит для выполнения типовых операций по формированию прямых линейных резов с разным припуском по профилю. Сложнее в своем устройстве протяжной станок вертикальный. Это, в сущности, та же горизонтальная основа, но только установленная в вертикальном положении, что дает несколько преимуществ. Во-первых, исключается риск провисания длинных протяжек, а во-вторых, появляется возможность увеличения производительности за счет расширения производственной линии. Что касается станков с непрерывным протяжением, то они используются в основном для обработки сквозных наружных поверхностей. Их отличает более высокая производительность и возможность обслуживания заготовок в рамках крупносерийного изготовления.
Где применяется станок?
Сама специфика обработки протяжками обуславливает нестандартные требования к получаемому результату. Соответственно, и области использования готовой продукции не самые обычные. Например, их используют при изготовлении и доработке огнестрельного оружия. Для подобных операций применяются строгально-протяжные станки, с помощью которых выпускают стволы пулеметов и пистолетов. Также этот станок применяется в производстве сложных профилей наружной отделки, в нарезке шпоночных канавок и шлицов, а также в калибровании многогранных и цилиндрических отверстий. Общей особенностью всех видов протяжной механической обработки являются именно широкие возможности работы с фигурными резами, причем в сложных условиях. Кроме того, станок может использоваться и для неметаллических, и для твердотельных материалов. Дело в том, что способность к обработке нетипичных заготовок с повышенными свойствами жесткости и твердости определяется элементами механического воздействия, то есть протяжками. А они сами по себе могут иметь разные характеристики.
Производители и модели

Широкий модельный ряд предлагает предприятие «Гигант». В его ассортименте представлены модификации протяжных станков 7А523, 7А612, 7555 и др. Модели отличаются по скорости выполнения обработки, тяговому усилию, мощности, габаритам и другим характеристикам. Среди иностранных изготовителей доверие завоевала фирма HOFFMANN Raumtechnik, которая занимается не только разработкой классических моделей с вертикальным и горизонтальным расположением линии обработки. В ее семействе можно найти специализированные протяжные станки. Модели серии RAWX-M, к примеру, предназначены специально для выполнения финишной обработки канавок и зубчатых соединений. Модификация RASA-M отличается наличием четырех дорожек, рассчитанных на обработку шарообразных канавок различных муфт. Для специализированных нужд можно присмотреть и подходящую модель в семействе ярославского производителя Forst Technologie, который славится тщательным подходом к изготовлению протяжных режущих элементов особой конструкции.
Стоимость станка

Средний ценовой коридор на протяжные станки составляет 2-3 млн руб. В этом сегменте можно найти и простые горизонтальные модели, и усложненные модификации вертикального типа. К слову, дороже обходится именно вертикальный станок протяжной. Цена модели 7А612 от упомянутого завода «Гигант», например, составляет порядка 2 млн. Но это низшая ценовая планка, поскольку основная масса оборудования все же реализуется за 2,5-3 млн. Это высокотехнологичное промышленное оснащение, которое отличается не просто высоким качеством обработки, но и эргономичными системами управления. Достаточно сказать, что последние модели от крупных изготовителей все чаще получают электронные пульты контроля.
Особенности эксплуатации
От обслуживающего персонала требуется размещение заготовки в рабочей нише оборудования. Далее, после запуска, начинается непосредственный процесс обработки. Ключевой особенностью функционирования таких станков является тот факт, что рабочие элементы в виде протяжек не удаляют стружку сразу после обрезки, а выталкивают ее только после окончательного выхода из тела заготовки. Поэтому спектр задач оператора расширяется еще и за счет необходимости отслеживания, насколько корректно выполняется механическая обработка. На протяжных станках вертикального типа риски отклонений и некорректных линий реза не так высоки, поскольку исключается перегиб длинной заготовки из-за собственного веса.

Заключение
В некоторых сферах использования металлообработки можно заметить схожие требования к выполнению рабочих операций на протяжных и обычных токарных станках. При этом очевидно, что вторые предполагают меньше хлопот в обслуживании и в целом дешевле обходятся по содержанию. Тем не менее протяжной станок себя может оправдать как универсальное оборудование. Если такие станки могут справляться и с типовыми распространенными задачами, и с обработкой по специализированным техническим задачам, то стандартные фрезерные агрегаты, к примеру, реализуют только свой ограниченный спектр действий. Впрочем, и протяжное оснащение имеет свои ограничения, но сам сегмент как таковой предлагает весьма широкие возможности обработки – главное, правильно сопоставить возможности конкретной модификации с требованиями технических задач производства.











