














Атомы веществ находятся в постоянном движении, вот почему жидкости и газы могут смешиваться. Твердые тела тоже имеют подвижные элементарные частицы, но у них более жесткая кристаллическая решетка. И все же, если два твердых тела сблизить на расстояние взаимодействия атомных сил, то в месте контакта частицы одного вещества будут проникать в другое и наоборот. Такое взаимное проникновение веществ получило название диффузии, а эффект был положен в основу одного из методов соединения металлов. Он так и называется - диффузионная сварка металлов.
Что можно соединять диффузионной сваркой
Диффузионная сварка в вакууме имеет огромные технологические возможности. С ее помощью можно соединять:
- Металлы однородной и неоднородной структуры, а также их сплавы. Тугоплавкие металлические вещества типа тантала, ниобия и вольфрама.
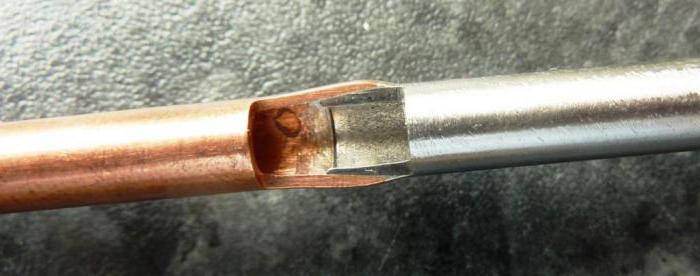
- Вещества неметаллического характера с металлами: графит со сталью, медь со стеклом.
- Материалы конструкционные на основе из металла, керамику, кварц, ферриты, стекло, полупроводниковые структуры (однородные и неоднородные), графиты и сапфир.
- Материалы композиционные, пористые с сохранением их свойств и текстуры.
- Полимерные вещества.
Касаемо конфигурации и размера заготовок - они могут быть разными. В зависимости от величины рабочей камеры, можно работать с деталями от нескольких микрон (полупроводниковые элементы) до нескольких метров (сложные слоистые структуры).
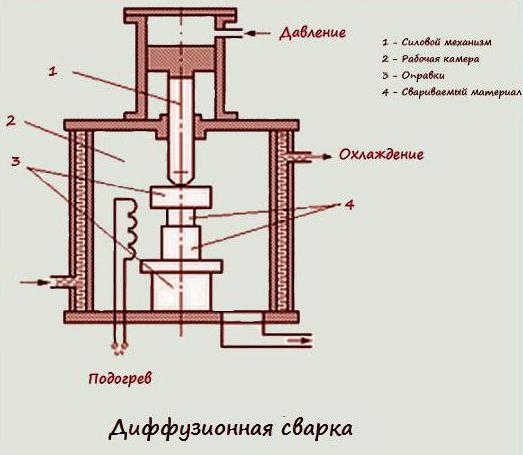
Как устроена диффузионная установка
Комплекс для сварки диффузионным методом включает следующие основные элементы:
- Рабочую камеру. Она изготовлена из металла и предназначена для ограничения рабочей среды, в которой создается вакуум.
- Станину – шлифованную подставку. На нее опирается рабочая камера, вдоль которой она может перемещаться.
- Вакуумный уплотнитель. Является прокладкой между камерой и подставкой.
- Роликовый механизм и прижимной винт. С их помощью осуществляется перемещение камеры вдоль направляющих и фиксация ее на подставке.
- Насос вакуумный. Создает безвоздушное пространство в рабочей зоне.
- Генератор с индуктором. Выступают системой нагрева свариваемых деталей.
- Пуансоны жаропрочные, цилиндры гидравлические и насос масляный представляют механизм сжатия деталей под заданным давлением.
В зависимости от модификации установки диффузионной сварки могут отличаться формой камер и способом их герметизации. Также разными бывают методы разогрева деталей. Могут использоваться радиационные нагреватели, генераторы высоких токов, установки тлеющего разряда, электронно-лучевые нагреватели.
Диффузионные процессы при сварке
Если взять шлифованные металлические пластины, соединить их и положить под груз, то через несколько десятков лет будет заметен эффект обоюдного проникновения металлов друг в друга. Причем глубина проникновения будет в пределах миллиметра. Все дело в том, что скорость диффузии зависит от температуры соединяемых материалов, расстояния между элементарными частицами веществ, а также от состояния контактирующих поверхностей (отсутствия загрязнений и окислений). Вот почему в естественных условиях ее процесс протекает так медленно.
В промышленности для быстрого получения соединения процесс диффузии ускоряют, учитывая все эти условия. В рабочей камере:
- Создают вакуум с остаточным уровнем давления до 10-5 мм ртутного столба либо наполняют среду инертным газом. Таким образом детали не подвержены воздействию кислорода, который является окислителем любого металла.
- Материалы разогревают температурой в 50-70% от температуры плавления заготовок. Этим добиваются увеличения пластичности деталей за счет более подвижного состояния их элементарных частиц.
- На заготовки оказывают воздействие механическим давлением в пределах 0,30-10,00 кг/мм2, сближая межатомные расстояния до размеров, позволяющих установить общие связи и взаимно проникнуть в близлежащие слои.
Требования к подготовке материалов
Перед тем как поместить заготовки свариваемых элементов в диффузионную установку, их подвергают предварительной обработке. Основная цель обработки контактирующих частей заготовок направлена на получение более гладких, ровных и однородных поверхностей, а также удаление из зоны соединения невидимых маслянистых образований и грязи. Обработка заготовок бывает:
- химической;
- механической;
- электролитической.
Пленки окислов, как правило, не влияют на процесс диффузии, так как они самоликвидируются в процессе нагревания в вакуумной среде.
Когда диффузионная сварка протекает недостаточно эффективно между веществами, у которых неодинаковый температурный коэффициент расширения, либо образуется хрупкий шов, используют так называемые буферные прокладки. Ими может служить фольга различных металлов. Так, медная фольга применяется при диффузионной сварке заготовок из кварца.
Характеристики получаемых соединений
В отличие от традиционных способов сварки расплавлением, где к основному металлу вводится дополнительный металл в шве, диффузионная сварка позволяет получить однородный шов без серьезных изменений в физико-механическом составе места соединения. Готовый стык обладает следующими показателями:
- наличие сплошного шва без пор и образований раковин;
- отсутствие окисных включений в соединении;
- стабильность механических свойств.
Благодаря тому что диффузия - это естественный процесс проникновения одного вещества в другое, в зоне соприкосновения не нарушается кристаллическая решетка материалов, а следовательно, отсутствует хрупкость шва.

Соединение деталей из титана
Диффузионная сварка титана и его сплавов характеризуется получением качественного соединения при высокой экономической эффективности. Она широко применима в медицине для изготовления деталей протезов, а также в других областях.
Детали подвергают нагреву до температур на 50º – 100º ниже, чем температура, при которой происходит полиморфное превращение. При этом на материалы оказывают небольшое давление в 0,05–0,15 кгс/мм².
Химический состав титанового сплава не влияет на крепость соединения элементов таким способом сварки.

Преимущества метода
При диффузионной сварке возможно:
- соединять однородные и неоднородные твердые вещества;
- избегать деформации деталей;
- не использовать расходники в виде припоев и флюсов;
- получать безотходное производство;
- не применять сложные системы приточно-вытяжной вентиляции, так как в процессе не образуется вредных паров;
- получать любую площадь зоны контактного соединения, ограниченную только возможностью оборудования;
- обеспечить надежный электрический контакт.
К этому следует добавить отличный эстетический вид готовой детали, которая не требует применения дополнительных операций обработки, таких как удаление сварной окалины, например.
Недостатки технологии
Диффузионная сварка является сложным технологическим процессом, к ее основным недостаткам можно отнести:
- необходимость применения специфического дорогостоящего оборудования;
- потребность в наличии производственных площадей, установка имеет немалые габариты;
- требование иметь специальные знания, навыки и понимание процесса работы;
- затраты времени на тщательную предварительную обработку заготовок;
- содержание вакуумной установки в предельной чистоте, иначе невидимая пыль может оседать на свариваемых элементах и приводить к браку соединения;
- трудность проверки качества шва без необходимости его разрушения.
Учитывая все это, а также специфику использования вакуумных установок, диффузионная сварка востребована только в условиях предприятий, а не частного использования.
Промышленное оборудование для диффузионной сварки
Существует несколько типов промышленного оборудования, разработанных для диффузионной сварки. Они в основном отличаются друг от друга спецификой свариваемых материалов и применением разных систем нагрева деталей.
Установка типа МДВС предназначена для производства гибких медных шин, контактных групп выключателей высоковольтных из меди и керрита, деталей газлифтных клапанов насосов скважинных, выполненных из нержавейки и твердых сплавов металлов. В системе применим эффект электроконтактного нагрева.
Сварочный комплекс типа УДВМ-201. Выполняет соединение методом диффузионной сварки материалов из стекла разных марок. Нагрев рабочей поверхности осуществляется методом радиационного излучения.
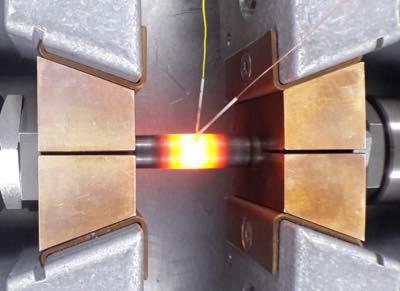
Оборудование сварочное УСДВ-630. Установка индукционного нагрева для сварки материалов композитных на основе титана и меди. Такие системы позволяют нагревать большие по площади детали.
Машина МДВС-302 для диффузионной сварки с применением высокочастотного нагрева деталей. Характеризуется наличием малогабаритного генератора на транзисторной схеме.











