














Литье в оболочковых формах еще называют оболочковым литьем. А за рубежом такой метод работы называют Shell.
Общая информация
В современной промышленной индустрии используется множество различных способов литья. Помимо оболочкового, применяется также литье по выплавляемым моделям, а также в металлические формы и еще несколько других способов. Общим преимуществом таких методов литья, если сравнивать их с работой с песчаными формами, состоит в том, что они дают возможность получать в результате более точные конечные материалы по своим формам, а также размерам. К тому же уменьшается количество шероховатостей на поверхности таких изделий. В более редких случаях, но все же бывает, что исключается необходимость в последующей механической обработке после выплавки. В дополнение ко всему применение литья в оболочковых формах и других методов способствует тому, что можно максимально механизировать данный процесс, вследствие чего повышается и его автоматизация. А это, конечно же, сильно увеличивает производительность любого промышленного объекта.
Оболочковое литье
Если говорить конкретно о данном способе, то он впервые был внедрен на заводах еще в далеком 1953 году. В настоящее же время способ используется довольно широко. Именно литьем в оболочковые формы, к примеру, изготавливается большинство деталей для трактора "Кировец". Все детали, которые производятся по такому методу, получаются высшего качество из стали или чугуна. Под оболочковым литьем подразумевают способ, при использовании которого конечный результат отливки имеет форму, состоящую из двух песчано-смоляных оболочек. Также данный метод изготовления деталей применяется только в тех случаях, когда необходимо создать деталь с небольшими или же средними размерами, но при этом с высокой точностью. Примерами применения этого способа литья могут быть детали для двигателей или же тонкостенное литье.

Сущность способа
При использовании этого метода работы можно получить различные детали для вентиляторов, двигателей, насосов или текстильных машин. Однако максимальная длина полученного изделия не может превышать 1 метр, а также оно не может быть тяжелее 200 кг.
Сущность литья в оболочковые формы основывается на определенных свойствах термореактивных смол, которые входят в состав песчано-смоляных смесей. Преимуществом, благодаря которому используются такие компоненты, стало то, что эти смолы имеют свойство быстро и безвозвратно твердеть, если обработать их температурой 200-250 градусов по Цельсию.

Изготовление оболочковой формы для литья
Для того чтобы изготовить форму для последующего литья, необходимо иметь мелкозернистый кварцевый песок, который идет с добавкой термореактивной смолы, являющейся его связующим элементом для получения полноценной оболочковой формы. Данные материалы, в частности, смола выбирается из-за того, что при прохождении определенного температурного барьера она затвердевает. Процесс изготовления идет следующим образом. Сначала смолу подвергают нагреву до 140-160 градусов по Цельсию. Под воздействием такой окружающей среды она превращается в жидкую клейкую массу, которая полностью обволакивает форму из кварцевого песка.
Область применения литья в оболочковых формах довольно широка, а потому сам процесс изготовления форм доводится до автоматического или же автоматизированного.
После того как форма будет полностью покрыта смолой, температуру увеличивают до 200-250 градусов по Цельсию. Этого температурного порога вполне хватает для того, чтобы клейкая масса необратимо затвердела и образовала форму. Далее, когда начинается процесс отливки деталей, то есть когда расплавленный металл попадает в форму, температура в ней достигает около 600 градусов. Данного режима хватает для того, чтобы смола не расплавилась, а сгорела, оставив при этом на самой форме поры, облегчающие отход газов.
Преимущества и недостатки литья в оболочковые формы
Как и любой другой производственный процесс, этот имеет свои положительные и отрицательные качества. Если сравнивать данный способ литья, к примеру, с литьем в обычные песчаные формы, то можно выделить несколько следующих преимуществ:
- Первое и довольно существенное отличие - это класс точности, который равен 7-9. Кроме того, улучшается чистота поверхности полученной детали до 3-6. К тому же уменьшаются припуски, которые допускаются на последующую механическую обработку полученной детали после литья.
- Один из больших плюсов - это существенное уменьшение затрат труда на изготовление отливок.
- Такой метод литья позволяет сократить расход формовочных материалов, а также количество металла благодаря тому, что уменьшаются размеры литниковых каналов.
- Существенно уменьшается количество брака на выходе.

Однако существуют и некоторые недостатки литья в оболочковые формы. К ним можно отнести:
- Срок службы оболочковой формы - 1 литье.
- Стоимость формовочной смеси довольно высока.
- Высокий процент выделения вредных газов.
Процесс формирования корпуса
Процесс формировки корпуса осуществляется в шесть этапов:
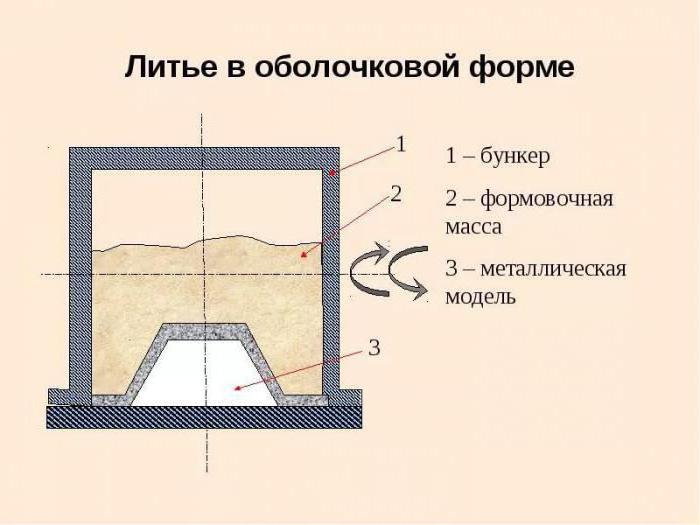
- Первый шаг - это процесс насыпания смеси на горячую модель из металла, а также процесс ее выдерживания, который длится несколько десятков секунд до тех пор, пока не образуется тонкая прочная корка вокруг детали. Чаще всего модели изготавливаются из чугуна, и их нагрев осуществляется до 230-315 градусов.
- После этого необходимо провести операцию по удалению излишков формовочной смеси. Толщина корки в итоге должна быть от 10 до 20 мм. Она зависит от времени нахождения смеси на модели, а также от температуры.
- После этого необходимо перенести модельную плиту вместе с формой в печь, где они будут находиться до момента завершения процесса отвердевания. В конце этой процедуры прочность оболочки должна быть от 2,4 до 3,1 МПа.
- После извлечения из печи закаленная оболочка смещается с плиты. Для этой процедуры используют специальный толкатель.
- После этого две или же больше моделей скрепляются между собой при помощи какого-либо зажима либо при помощи склеивания. Данные формы можно использовать для литья в оболочковых формах либо же просто хранить. Срок хранения почти не ограничен.
- Прежде чем начать процесс литья в готовой форме, в них засыпают дробь, которая способствует предотвращению или разрушению формы при дальнейшей заливке.

Подробности о литье
Стоит начать с того, что типовые допуски, которые допускаются при изготовлении оснастки могут составлять 0,5 мм. Шероховатость поверхности допускается в пределах от 0,3 до 0,4 мкм. Такие пределы аргументированы тем, что используется мелкофракционный песок. Также стоит отметить: использование смолы существенно способствует тому, что поверхность будет очень гладкой.
Объемы производства
Для того чтобы заниматься производством таких форм и деталей, необходимо озаботиться установкой модели-кокиля. Время, требуемое на установку - менее недели. После завершения монтажа количество выпускаемой продукции может достигать от 5 до 50 штук в час. Такие объемы производства за час вполне реальны, однако для этого необходимо соответствующим образом подготовить проведение литейного процесса. Основные материалы, которые потребуются для литья - это чугун, алюминий, медь, а также сплавы данных видов металлов. Еще одним необходимым материалом станет сплав, в котором используют алюминий и магний.











