














Операции пайки достаточно распространены не только в профессиональных сферах на производстве и в строительстве, но и в быту. Их используют для получения межатомных неразъемных соединений между небольшими деталями и элементами. Существуют разные виды пайки, отличающиеся технологическими нюансами, применяемыми расходными материалами, заготовками и т.д.
Общие сведения о технологии
Это метод соединения, при котором задействуется связующий расплав (припой) с подходящими для конкретных условий характеристиками. И активный элемент пайки, и заготовки подвергаются предварительному нагреву, благодаря которому формируется податливая для соединения структура материалов. Температурный режим должен быть превосходить пиковую точку нагрева, минуя которую металлические детали размягчаются и начинают переход в жидкое состояние. Важной характеристикой любого вида пайки является время термического воздействия под расплавом. Это промежуток от начала нагрева до отвердения припоя уже после выполнения соединения. В среднем операция занимает 5-7 мин, но могут быть и отклонения от этого диапазона – это зависит от характеристик заготовки и площади обрабатываемого узла.

Лампы для пайки
Наиболее распространенный инструмент для пайки различных заготовок, позволяющий получать высокотемпературный нагрев путем сжигания спирта, керосина и других видов жидкого топлива. В процессе работы из сопла аппарата вырывается факельный запал, который в дальнейшем направляется на целевой участок расплава. Такие приборы можно использовать не только для соединения деталей, но и в операциях нагрева конструкций и механизмов. Также аппараты для пайки используют перед удалением лакокрасочных покрытий. Средняя температура нагрева у лампового паяльника составляет 1000 – 1100°С, поэтому его можно использовать и в сварочных работах. К самым производительным моделям относятся бензиновые лампы. Они быстро обретают оптимальную рабочую температуру и справляются с большинством стандартных операций пайки. В конструкции приборов предусматривается баллончик для топлива, а также регулятор пламени, позволяющий варьировать мощность термического воздействия.
Горелки для пайки
Широкая группа газовых паяльников, которые могут подключаться к баллончику с топливом или же к центральному источнику с горючим. Первый вариант снабжения имеет преимущество в виде автономности. Горелку с баллончиком, как и бензиновую лампу можно использовать независимо от внешних коммуникаций. В выборе такого аппарата следует учитывать мощность, рабочую температуру, тип применяемого газа, время готовности к работе и т.д. Например, стандартная газовая горелка для пайки работает на пропан-бутане и достигает температуры нагрева до 1300°С. Период непрерывного термического воздействия может достигать 3 ч, но это время будет зависеть и от объема подключаемого баллончика. Различают горелки и по типу системы воспламенения. Простейшие модели включаются механическим способом, а в более современных модификациях применяется пьезорозжиг.
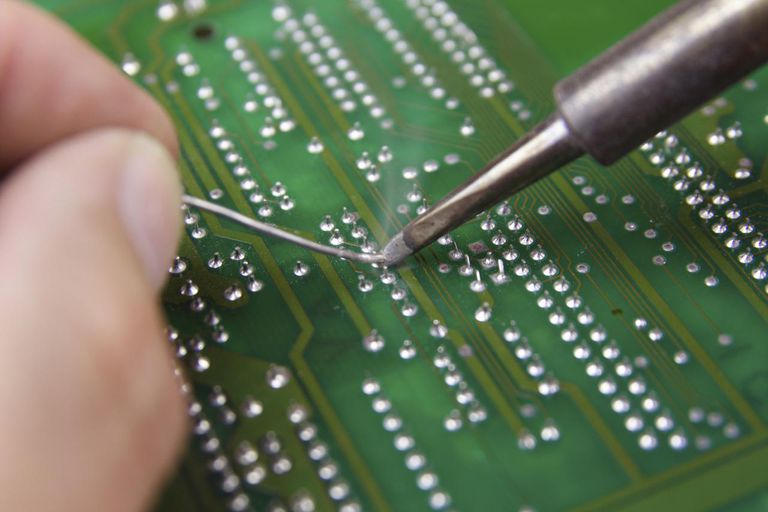
Электрические паяльники
Тоже распространенный в бытовой среде вид паяльного оборудования, которое отличается безопасностью (по сравнению с газовыми аппаратами) и компактными размерами. Но сразу стоит подчеркнуть и недостатки. Во-первых, такие приборы зависимы от электросети, что ограничивает их сферы применения. Во-вторых, электрическое паяльное оборудование поддерживает невысокую температуру нагрева в диапазоне 400 – 450°С. Связано это с тем, что часть энергии утрачивается в процессе преобразования электричества в теплоту.

В выборе устройства надо учитывать максимальное напряжение. Так, в мастерских и на производствах используют стандартные модели на 220 В. В бытовых условиях нередко применяют аппараты, работающие от трансформаторов на 12 и 24 В. Задачи, которые можно решать электрическими паяльниками, в основном ограничиваются починкой мелкой аппаратуры, восстановлением контактов микросхем, соединением пластиковых деталей и т.д.
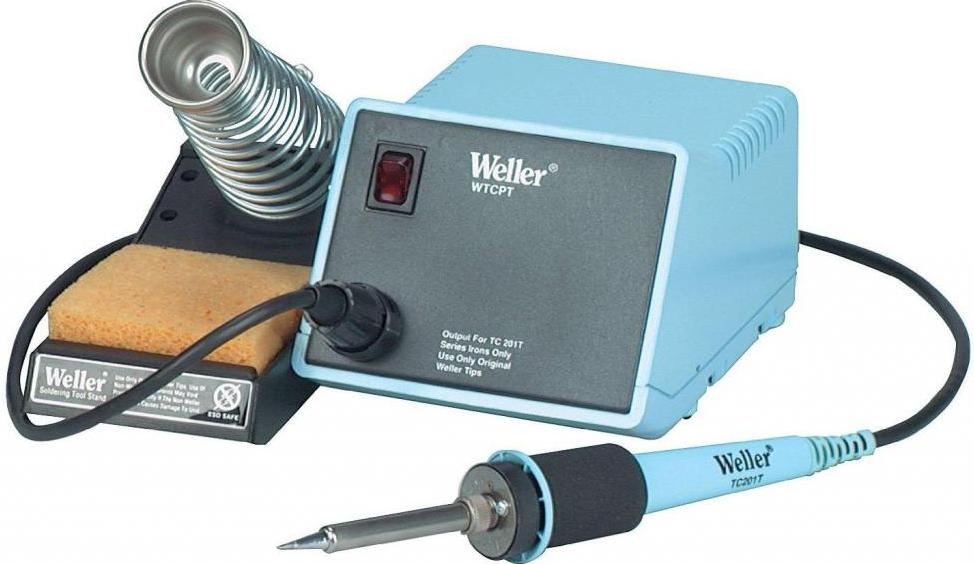
Паяльные станции
Для выполнения групповых или поточных операций пайки используется многофункциональное оборудование. Паяльная станция отличается широкими возможностями регулировки рабочих параметров, а также более высокими температурными показателями нагрева. Достаточно сказать, что приборы такого типа работают при мощности 750 - 1000 Вт, подключаясь к сетям с напряжением 220 В. Как правило, это профессиональное паяльное оборудование, но существуют и аналоги бытового назначения. Например, аппараты для групповых операций в домашних условиях могут включать несколько сменных жал разного формата, подставки, средства для удаления припоя, кусачки и другие вспомогательные аксессуары. Теперь стоит ознакомиться с разными технологическими подходами к процессам пайки.
Основные виды пайки
Различают техники выполнения операций по стыку и зазору. Так, если промежуток между соединяемыми элементами составляет менее 0,5 мм, то пайка будет с зазором. Превышение этого интервала означает, что соединение выполняется встык. Причем и стыки могут иметь разные конфигурации – например, X- и V-образные. Пайка с зазором производится только с жидким припоем, который в процессе работы направляется в промежуточную зону. Стандартные виды пайки встык предполагают заполнение свободного пространства припоем под влиянием силы тяжести.
Классификация пайки по температурным режимам
На сегодняшний день применяют мягкую, твердую и высокотемпературную пайку, которая используется в основном на производствах и в строительстве. Первые же две техники во многом схожи – например, в обоих случаях рабочая температура составляет 450°С и ниже. Для сравнения, высокотемпературные соединения выполняются в режиме не менее 600°С, а чаще – выше 900°С.
При этом и низкотемпературная обработка может обеспечить качественное соединение. Наиболее выигрышным будет применение твердого припоя, благодаря которому достигается высокая прочность и тугоплавкость деталей. Добавление меди в зазор или стык будет способствовать и повышению ковкости заготовки. Если же требуется получить гибкую и упругую структуру, то используют мягкую пайку.
Классификация припоев

Условно можно разделить современные припои на две группы:
- Плавящиеся под низкими температурами.
- Плавящиеся под высокими температурами.
Как уже отмечалось, низкотемпературная пайка выполняется под 450°C и ниже. Сам припой для такого рода операций должен размягчаться уже при 300°C. К подобным материалам относят широкую группу оловянных сплавов с добавлением цинка, свинца и кадмия.
Высокотемпературные средства расплава задействуются для пайки при температурах порядка 500°C. Преимущественно это медные составы, в которые также входит никель, фосфор и цинк. Важно отметить, что, к примеру, припой олово-свинец-кадмий помимо более низкой температуры плавления будет отличаться от медных сплавов и механической прочностью. Соотношение по стойкости перед физическим давлением можно представить так: 20 – 100 МПа против 100 – 500 МПа.
Виды флюсов
При термическом воздействии на поверхности металлической заготовки образуется оксидное покрытие, препятствующее образованию качественного соединения с припоем. Для устранения таких препятствий используют разные виды флюсов для пайки, некоторые из которых также ликвидируют следы ржавчины и окалины.

Флюсы можно классифицировать как раз по совместимости с припоями (твердыми и мягкими) или по температурной стойкости. Например, для мягкой пайки тяжелых металлов используют средства с маркировками F-SW11 и F-SW32. Для твердого соединения тяжелых сплавов задействуют флюсы для пайки видов F-SH1 и F-SH4. Легкие же металлы наподобие алюминия рекомендуется предварительно обрабатывать составами групп F-LH1 и F-LH2.
Метод индукционной пайки
Данная технология пайки имеет несколько преимуществ перед классическим способом соединения под расплавом. Среди них можно выделить минимальную степень окисления заготовки, что в некоторых случаях избавляет от необходимости применения флюсов, а также низкий эффект коробления. Что касается целевых материалов, то к ним относятся и мягкие, и твердые сплавы, а также керамика с пластиком. К примеру, оптимальный припой для меди в данном случае будет иметь маркировку L-SN (модификации SB5 или AG5). В качестве источника тепловой энергии при индукционном воздействии могут выступать как ручные ламповые аппараты, так и машинные агрегаты соответствующей мощности. На производствах задействуют и генераторные установки, когда нужно получить длительную спайку узлов большой площади. Также в работу включается многоместный индуктор, который может поочередно принимать заготовки. По этой технологии, в частности, изготавливают ручной режущий инструмент.

Ультразвуковая пайка
Еще один современный высокотехнологичный способ пайки, разработка которого была вызвана необходимостью устранения целого ряда характерных недостатков электрохимических методов соединения. Ключевой особенностью этой техники можно назвать возможность замены обычного флюса как средства устранения оксидов. Функцию зачистки выполняет энергия ультразвуковых волн, вызывающая процесс кавитации в жидком припое. При этом в полной мере сохраняются задачи термического связующего воздействия со стороны расплава.
Отмечается и превосходство технологии в показателях скорости соединения. Если сравнивать ультразвуковое излучение с эффектом, который дает припой олово-свинец, то интенсивность захлопывания полостей обрабатываемого узла будет выше в несколько раз. Как показывают наблюдения, ультразвуковые волны с частотой 22,8 кГц обеспечивают скорость смыкания припоя на уровне 0,2 м/с.
Есть и экономические преимущества данного метода. Они также связаны с изменением подходов к применению флюсов и припоев. На производствах электротехнических приборов при сборке монолитных конденсаторов, преобразователей тока и других устройств широко применяется металлизация пастами палладия, серебра и платины. Процесс ультразвуковой пайки позволяет заменять драгоценные металлы на более дешевые аналоги без потери в эксплуатационных качествах будущего изделия.
Особенности пайки-сварки
У пайки как таковой немало схожих черт с традиционными технологиями сварки. Также используется нагрев заготовок и сторонний материал, оказывающий влияние на формирование шва. Но, по сравнению с техниками сварки, пайка не предусматривает внутреннего расплава структуры заготовки. Края деталей, как правило, остаются твердыми, хоть и подвергаются нагреву. И все же полный расплав заготовки дает более крепкое соединение. Другое дело, что для достижения такого результата может требоваться более мощное оборудование. При использовании жидкого припоя для меди вполне реализуема некапилярная пайка с плотным заполнением шва. Данный способ соединения частично относится к сварке, так как при нем повышается сцепляемость структур двух и более заготовок. Производить некапиллярную пайку рекомендуется электродуговыми аппаратами или кислородно-ацетиленовой горелкой.
Заключение

На получение качественного соединения в процессе пайки влияет не только правильный выбор технологии, припоя с флюсом и оборудования. Зачастую решающее значение имеют мелкие организационные процедуры, связанные с подготовкой материалов и последующей обработкой. В частности, для использования твердого припоя необходима многоступенчатая зачистка целевой поверхности с применением абразивного шлифования и химического воздействия тетрахлористым углеродом. Готовая к работе деталь должна быть чистой, гладкой и по возможности ровной. Непосредственно в ходе выполнения пайки также рекомендуется особое внимание уделять способу фиксации заготовок. Желательно закреплять их в зажимном инструменте, но так, чтобы последний был защищен от химического и термического воздействия.
Не стоит забывать и о технике безопасности. Особой осторожности требуют активные расходные материалы – флюс и припой. В большинстве своем это химически небезопасные элементы, которые под высокотемпературным воздействием могут выделять токсичные вещества. Поэтому, как минимум, следует защищать кожные покровы и органы дыхания в процессе работы.











