














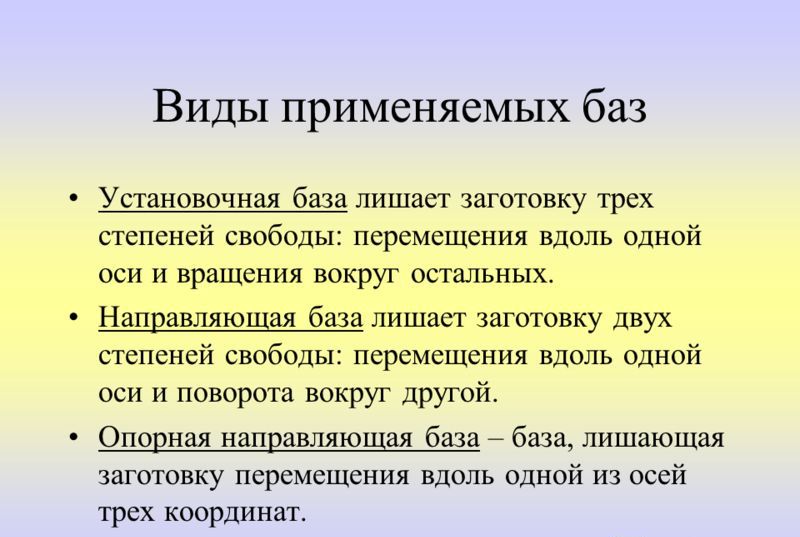
Установочной базой называют место на столе станка - в тисках, в зажимах, в угольниках или в других его отсеках, в которых производится крепление заготовки, а также такой тип работ, как базирование заготовки. Под этим термином понимают фиксацию положения заготовки по расположению установочной базы.
Описание базы
К примеру, если производить фрезеровку бруска, то его установочной базой будет боковая часть, по которой и происходит установка изделия. При обработке некоторых шаблонов, такой основой может выступать центральное отверстие и нижняя его поверхность. Другими словами, поверхностью для установки служат сразу две части.
Из этого можно сделать вывод, что установочной базой может выступать как наружная поверхность, так и внутренняя. Сами основания также разделяются на несколько типов. К примеру, если поверхность является необработанной, то ее называют черновой базой. Однако здесь есть минус, который заключается в том, что дважды одинаково установить на черновую поверхность заготовку не удастся. Из-за этого для проведения второй операции обработки и всех последующих, необходимо устанавливать изделие на поверхность, которая прошла механическую обработку. В таком случае установочная база называется чистовой.

Параметры баз
У такого основания есть параметр, который принято называть погрешностью базирования. Под этим термином понимают любую неточность, которая возникла в размере самой детали. Причиной для этого служат колебания, возникающие при установке заготовки на установочную базу. Кроме этого, от этих деталей требуется еще одно - они должны обеспечивать правильное взаимное расположение элементов, а также иметь максимально надежное крепление для заготовки. Для того чтобы правильно подобрать поверхность под такие критерии, существует несколько правил по выбору.
Выбор
Во-первых, необходимо использовать черновые базы только один раз, для первоначальной установки изделия. Кроме того, убирать заготовку со станка нельзя до тех пор, пока не будет готово чистовое основание для последующего крепежа. Этим правилом можно пренебрегать только в том случае, если проводится черновая обработка материала, а поверхность изначально относительно ровная, к примеру, после проката.
Во-вторых, в качестве черновой установочной базы детали нужно выбирать поверхность, которая обладает наименьшим припуском. Если точно следовать данному правилу, то в результате получится, что количество остаточной черноты на заготовке значительно снизится. Еще один важный пункт касается случая, если необходимо обработать деталь не со всех сторон. В такой ситуации в качестве основания чернового типа должна использоваться именно ту сторону, которая обладает наименьшим припуском.
Последнее правило выбора установочных баз требует, чтобы окончательная обработка изделия проводилась с точным взаимным расположением элементов. Другими словами, обработку можно проводить в несколько этапов. Но при этом нужно всегда использовать один и тот же вариант крепежа.
Дополнения к правилам по выбору
При обработке поверхности за одну установку погрешности использующейся базы, а также приспособления, применяющегося для работы, не будут влиять на точность расположения деталей. Благодаря этому, появляется возможность в данном случае использовать в качестве установочного элемента любую плоскость, в независимости от того, является ли она обработанной или черновой. Чаще всего подобный подход используется в том случае, когда применяется укрупненный метод технологического процесса. Преимущество заключается в том, что удается либо значительно снизить затраты на обработку, либо повысить точность приспособлений.
Если обрабатывать изделия на нескольких установках, то в этом случае погрешность как поверхности, так и самого приспособления будут сильно влиять на точность работы. Из этого следует, что обрабатывать их можно лишь при установке на одну и ту же плоскость, то есть на чистовую базу.
Одно из важных требований, которое предъявляется к плоскости, состоит в том, что она должна обеспечивать продольное и постоянное движение заготовки по станку. В качестве базы разрешается использовать торцы изделия или же уступы. Соблюдение этого требования наиболее важно в том случае, если идет процесс серийного выпуска деталей или же просто очень крупной партии.

Установочные элементы
Установочная база приспособлений, станков и сборка некоторых деталей включает в себя необходимость такой операции, как базирование и крепление. Для выполнения этих двух процедур используют принцип различных оснований.
Что касается необходимости крепления, то есть силового контакта с поверхностью станка, то ее необходимость, в принципе, очевидна. Для того чтобы работать с максимальной точностью, необходимо устанавливать заготовку так, чтобы ее расположение было правильным по отношению к рабочим деталям устройства. Кроме того, установочная технологическая база должна обеспечивать непрерывный контакт с опорами.
Еще одно важное требование - это обеспечение полной неподвижности изделия по отношению к приспособлениям на станке во время проведения работ. Для того чтобы выполнить это требование, нужно, чтобы деталь имела крепление со всеми основными опорами. Число таких опор зависит от числа степеней свободы, которых должна полностью лишиться заготовка. Так как во время работы допускается наличие вибраций, необходимо чтобы жесткость была максимальной, а также под рукой было устройство, которое будет повышать виброустойчивость материала. Для этого нужно использовать опоры вспомогательного и саморегулирующегося типа вместе с установочными базами.
Базы для разных видов изделия
Для того чтобы создать соединение с такими элементами, которые имеют сферическую, насеченную и плоскую головку, используют крепление при помощи втулок. Они соединяются с отверстиями корпуса при посадке, образуя установочную поверхность.
Если необходимо закрепить изделие, которое обладает цилиндрическими отверстиями, а также одной перпендикулярной по отношению к ним плоскости, то лучше всего использовать плоские опоры и установочные пальцы стандартного типа. Чтобы избежать проблем во время работы, в частности заклинивания, необходимо, чтобы один из установочных пальцев был срезанным, а второй - цилиндрического типа. В таком случае установочная база будет соответствовать всем требованиям.
Несовмещение плоскостей
Подобная проблема возникает в том случае, если установочная база не является одновременно и измерительной. В таком случае возникновение погрешности базирования просто неизбежно, а потому есть правила, которыми нужно руководствоваться в таком случае.
Первое правило заключается в том, что изначально необходимо обрабатывать ту поверхность, которая в будущем может стать наилучшей чистовой поверхностью для детали. Это правило основывается на том принципе, что вторая и последующие операции всегда будут более требовательны к процессу проведения. Естественно, для этого требуется хорошее основание.
Второе правило говорит о том, что в качестве базы можно выбирать ту поверхность, которая отличается минимальным показателем погрешности относительно других.

Установочная база коленчатого вала
Коленчатый вал - это деталь, которая является одной из наиболее важных в двигателе внутреннего сгорания. У этого элемента есть такие детали, как шейки, которые во время работы будут испытывать высокие удельные нагрузки, так как наблюдается трение скольжения. Установочной базой для коленчатого вала являются именно эти шейки. Также стоит отметить, что подобный элемент будет постоянно эксплуатироваться в условиях переменной динамической нагрузки.
Из всего вышесказанного можно сделать следующий вывод. Правильный выбор установочной базы, соблюдение всех правил подобного выбора, а также правильный подход к работе в том случае, если погрешность неизбежна, - это залог правильно изготовленной детали. Если сказать другими словами, то выбор базы во многом определяет качество конечного продукта.











