













Токарная обработка металла является одним из важнейших процессов в машиностроении. От качества деталей, изготовленных на токарных станках, зависит надежность и долговечность механизмов в самых разных отраслях промышленности. В данной статье речь пойдет о поводковых патронах - неотъемлемой части оснастки токарных станков.
Назначение и принцип работы поводкового патрона
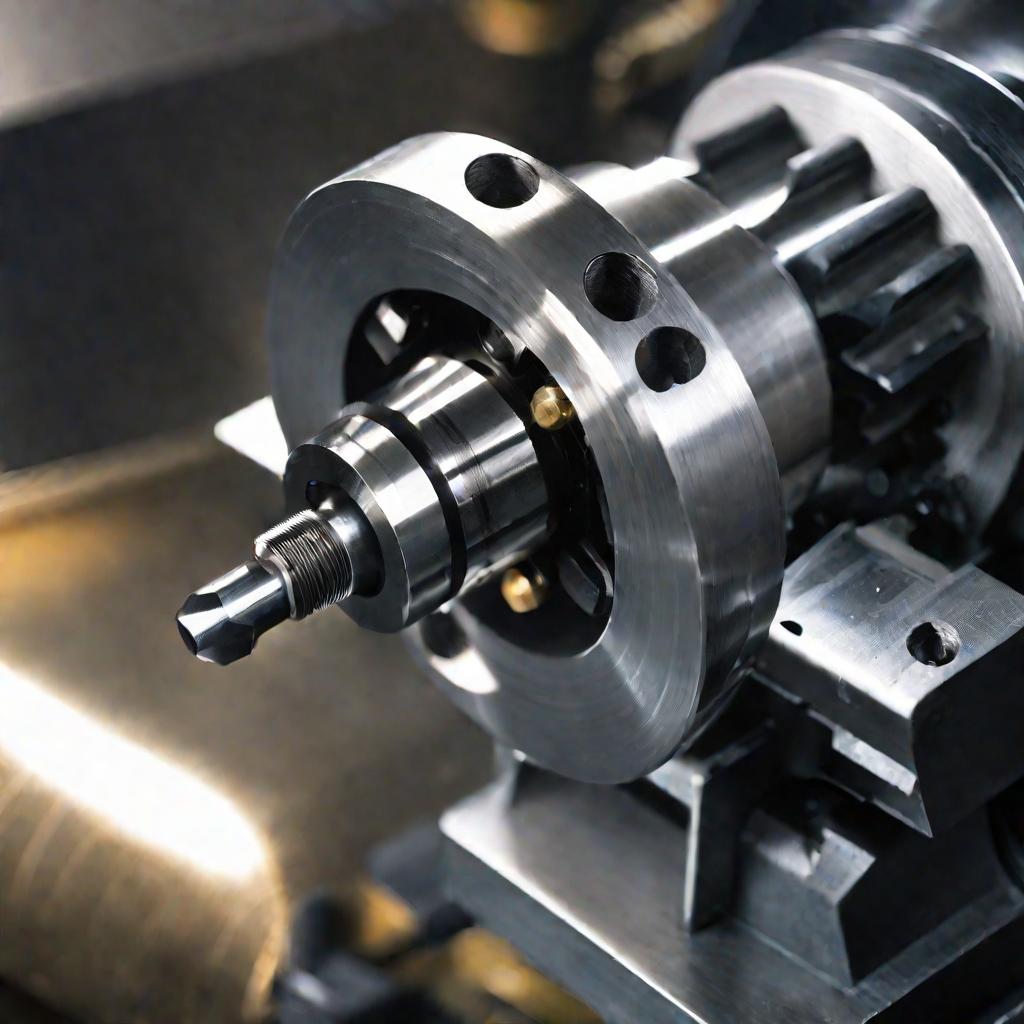
Поводковый патрон предназначен для закрепления обрабатываемой заготовки и передачи ей вращения от шпинделя токарного станка. Он состоит из корпуса, закрепляемого в шпинделе, пальца-поводка и специального хомутика. Хомутик крепится болтом к заготовке, а его хвостовик упирается в палец на патроне, передавая вращение.
Поводковые патроны имеют ряд преимуществ по сравнению с другими типами крепежа:
- Надежная фиксация детали в процессе обработки.
- Возможность быстрой переналадки при смене заготовки.
- Простота конструкции и обслуживания.
Однако есть и недостатки:
- Ограничения по размерам и форме обрабатываемых деталей.
- Невысокая жесткость по сравнению с кулачковыми патронами.
- Необходимость предварительной подготовки заготовки для установки хомутика.

Существует несколько разновидностей поводковых патронов, отличающихся конструктивными особенностями.
Патроны с прямым и изогнутым хомутиком
В патронах с прямым хомутиком для его фиксации служит подвижный штырь, упирающийся в хвостовик. Патроны с изогнутым хомутиком работают без дополнительной фиксации, так как хвостовик сам входит в паз поводка.

Конструкции с открытым и закрытым корпусом
Патроны с открытым корпусом проще в изготовлении, но менее безопасны при работе. Закрытые патроны имеют кожух, закрывающий выступающие части хомутика.
Самозажимные поводковые патроны
В таких патронах используется механизм автоматической затяжки хомутика от вращающего момента. Это позволяет сократить подготовительное время при установке заготовки.
Патроны с рифлеными центрами
Вместо хомутика может использоваться рифленый центр, выполняющий функции опоры и передачи вращения заготовке.
Патроны для крупных и мелких заготовок
Размер и конструкция поводкового патрона должны соответствовать параметрам обрабатываемой детали - диаметру, длине, массе.
Правильный подбор патрона повышает производительность обработки и качество готовых деталей. При выборе нужно учитывать тип патрона, материал и размеры заготовки, операции механической обработки, для которых он предназначен.
Рекомендации по выбору поводкового патрона
Выбирая поводковый патрон, в первую очередь нужно ориентироваться на параметры обрабатываемой заготовки:
- Диаметр центровых отверстий или наружный диаметр центрируемой поверхности.
- Длина и диаметр заготовки.
- Максимальная масса.
- Материал: сталь, чугун, цветные металлы.
Для черновой обработки могут подойти простые поводковые патроны. Для чистовых операций предпочтительны более жесткие и точные самозажимные модели.
Оптимальный вариант - подбор комплекта сменных хомутиков и центров для выполнения разных видов обработки. В этом случае один патрон позволит работать с заготовками различных размеров.
Помимо параметров заготовки, стоит обращать внимание на следующие характеристики самого патрона:
- Предельные размеры зажимаемых заготовок.
- Частота вращения шпинделя станка, на котором предполагается эксплуатация.
- Точность центрирования.
- Конструктивные особенности, удобство эксплуатации.
- Стоимость, наличие запасных частей.
Грамотный подбор поводкового патрона для конкретных условий позволит добиться максимальной производительности и качества обработки деталей на токарном станке.
Обслуживание и ремонт поводковых патронов
Поводковые патроны требуют периодического обслуживания и замены изношенных элементов. Регулярное техническое обслуживание позволяет продлить срок службы патрона и избежать поломок во время работы.
Правила техники безопасности
Прежде чем приступать к обслуживанию патрона, необходимо:
- Отключить питание токарного станка.
- Убедиться в отсутствии вращения шпинделя.
- Зафиксировать шпиндель от возможного проворачивания.
- Очистить патрон от стружки и загрязнений.
Регламентные работы
Рекомендуется регулярно проводить:
- Визуальный осмотр состояния патрона.
- Проверку затяжки резьбовых соединений.
- Очистку поверхностей от загрязнений.
- Смазку подвижных деталей и опор.
Устранение неисправностей
При возникновении дефектов следует:
- Выявить причину - механическое повреждение, износ, нарушение регулировки.
- При необходимости разобрать патрон и детально обследовать все элементы.
- Заменить сломанные или изношенные детали на новые.
- Отрегулировать взаимодействие подвижных частей, зазоры.
- Собрать патрон и проверить работоспособность.
Типовые поломки
К распространенным неисправностям относятся:
- Износ или поломка хомутика.
- Приваривание хомутика к заготовке при перегреве.
- Задиры и механические повреждения опорных поверхностей.
- Выход из строя пружинных механизмов самозажимных патронов.
- Потеря точности центрирования.
Своевременно устраненные дефекты продлевают срок службы патрона и повышают качество обработки деталей.
Покупка поводковых патронов
Существует несколько вариантов приобретения поводковых патронов:
- Покупка готового изделия в розницу или оптом.
- Изготовление на заказ по чертежам заказчика.
- Приобретение комплектующих и сборка патрона самостоятельно.
Основные производители поводковых патронов:
- Sandvik Coromant (Швеция)
- Kennametal (США)
- Kyocera (Япония)
- Отечественные производители: Ижевский завод, Ковровский завод и др.
При выборе поставщика стоит обращать внимание на репутацию, отзывы покупателей, наличие гарантии и сервиса. Выгоднее приобретать патроны оптовыми партиями.
История создания поводковых патронов
Первые упоминания о поводковых патронах относятся к XVIII веку. С развитием технологий металлообработки конструкция патронов постоянно совершенствовалась. Большой вклад внесли инженеры и изобретатели:
- Джон Уилкинсон - автор чертежей токарных патронов (1775 год).
- Фредерик У. Тейлор - разработал самозажимной патрон (1899 год).
- Карл Бенз - сконструировал патрон с прижимной втулкой (1905 год).
Со временем появились разновидности поводковых патронов для решения различных производственных задач, а также были модернизированы материалы и технологии изготовления. И сегодня разработка новых, более совершенных конструкций патронов продолжается.











