















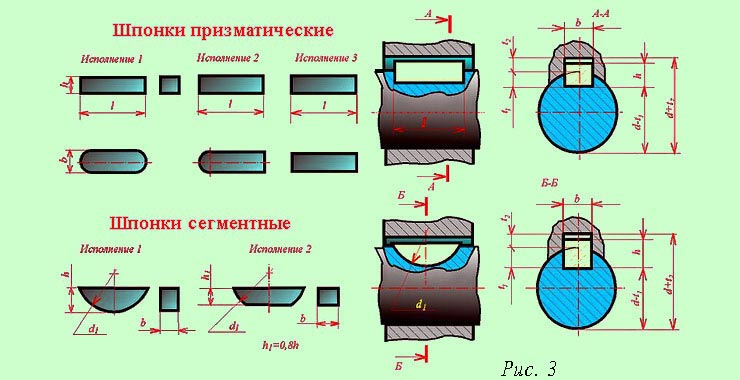
Шпонками называют особые детали, предназначенные для соединения вала и ступицы с целью передачи вращающего момента. Такие элементы могут быть клиновидными с прямоугольным сечением, призматическими или сегментными. Основными преимуществами шпоночных соединений является простота конструкции. Также узлы этого типа не слишком дорого стоят и быстро собираются/разбираются.
Самыми прочными подобные соединения получаются при использовании сегментных шпонок, которые, по сути, являются разновидностью призматических. Детали этого типа отличаются тем, что имеют наиболее глубокую посадку.

Основным преимуществом таких шпонок является, таким образом, то, что они дают наиболее устойчивое соединение. Однако использование деталей этого типа имеет и один довольно-таки серьезный недостаток. Из-за значительной глубины паза в таких узлах может несколько ослабляться вал. Поэтому используют сегментные шпонки в основном для закрепления только тех деталей, которые в процессе работы механизма нагружаются не слишком сильно.
Что такое сегментная шпонка
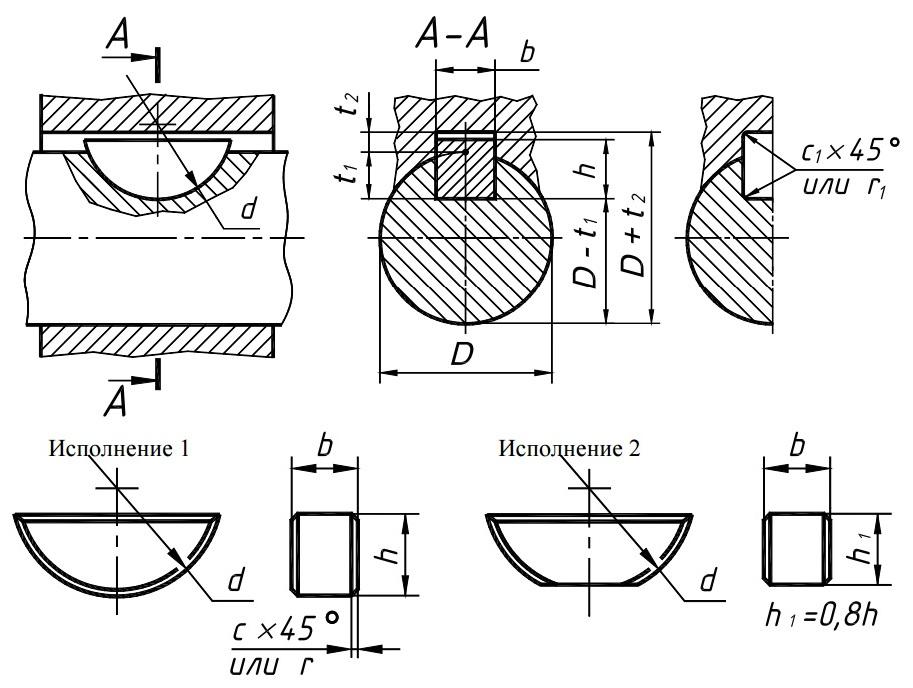
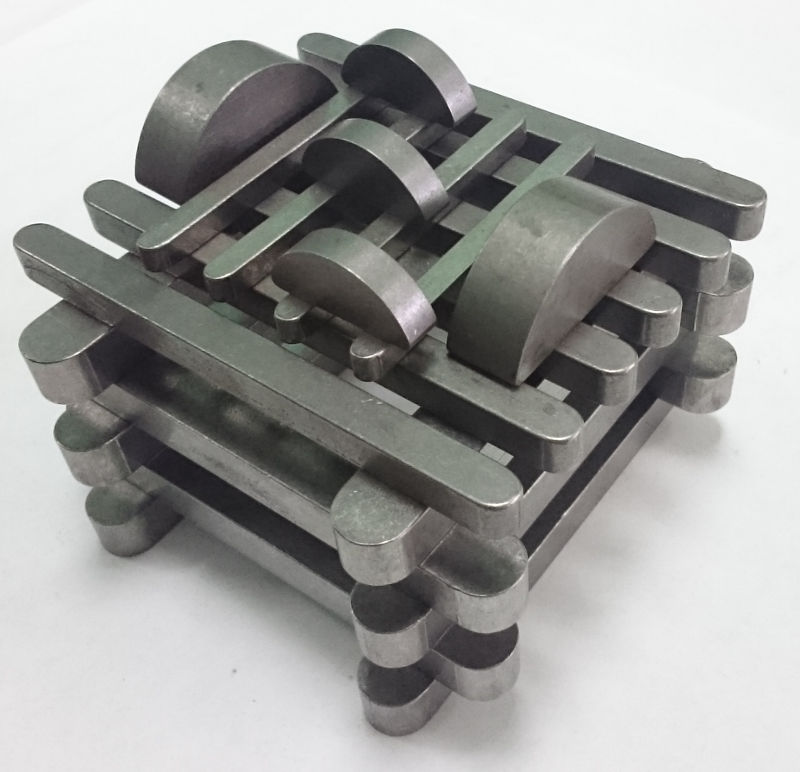
Изготавливаются детали этой разновидности из металлического профиля. Представляют собой такие шпонки невысокие цилиндры, довольно-таки большого диаметра, разделенные на две равные части. Именно сегментная шпонка на чертеже ниже и представлена вниманию нашего читателя.
Размеры шпонок
Габариты детали этого типа могут иметь разные. Выбирают этот параметр при сборке узла в зависимости от диаметра вала. Необходимые значения при этом узнают из специальных таблиц. В технически обоснованных случаях ГОСТ допускает применять шпонки с диаметром меньше предусмотренного. Разрешается поступать так при использовании для сборки узла валов:
- пустотелых;
- ступенчатых.
Также шпонки с диаметром, меньше указанного в таблицах, допускается использовать в соединениях с небольшим крутящим моментом. Нельзя применять такой способ сборки во всех трех случаях только тогда, когда деталь устанавливается на конце вала.
Размеры сегментных шпонок, как и любых других подобных соединительных элементов, конечно же, стандартизированы. В какой зависимости находятся высота, ширина и длина детали можно посмотреть в представленной ниже таблице.
| Диаметр (мм) | Ширина (мм) | Высота (мм) |
| 4 | 1 | 1.4 |
| 7 | 1.5...2.0 | 2.6 |
| 10 | 2.0...2.5 | 3.7 |
| 13 | 3 | 5 |
| 16 | 3...4 | 6.5 |
| 19 | 4..5 | 7.5 |
| 22 | 5...6 | 9 |
| 25 | 6 | 10 |
| 28 | 8 | 11 |
| 32 | 10 | 13 |
Условное обозначение сегментной шпонки на чертежах включает в себя:
- слово «шпонка»;
- размеры — b*h (h1);
- обозначение исполнения;
- обозначение стандарта.
Согласно ГОСТ, существуют, помимо всего прочего, и допустимые отклонения размеров шпонок и пазов под них в валах. Определяют их также по специальным чертежам и таблицам.
Из какого материала изготавливают
Делают сегментные шпонки по ГОСТ 8786-68, из стали, предназначенной именно для таких деталей. Также иногда для производства этих элементов используются и другие марки подобного материала. При этом по ГОСТ, для изготовления шпонок такой разновидности допускается применять исключительно среднеуглеродистые стали с временным разрывом не менее [σ]≥ 600 МПа МН/м2. Это может быть, например, материал марок Ст 6, 45 или 50.
Соблюдаются такие нормативы при производстве сегментных шпонок в обязательном порядке. При этом заготовки, предназначенные для изготовления таких деталей, обычно еще и подвергаются улучшающей термической обработке. Выполняя эту процедуру, помимо всего прочего, учитывают и то, что твердость поверхности шпонок в конечном итоге должна быть все же ниже такого же параметра самих сопрягаемых элементов узла.
Под обычные шпонки пазы в валах делают простыми фрезами. Под сегментные элементы канавки вырезают с помощью дисковых инструментов. Используют для пазов шпонок исключительно фрезы, изготовленные с соблюдением определенных нормативов ГОСТ.
Основные разновидности
Для соединения валов и ступиц используются сегментные шпонки двух разновидностей:
- нормальные, представляющие собой целый сегмент;
- низкие, изготавливаемые в виде срезанного сегмента.
Шпонки последнего типа применяются при сборке деталей достаточно редко. Согласно нормативам, использоваться они могут только по обоюдному согласию производителя и потребителя. Применяются срезанные шпонки обычно просто для фиксации деталей узла. То есть используются они в соединениях при неподвижной посадке тогда, когда крутящий момент передается только за счет силы трения.
Сопряжения
Собираются узлы с использованием сегментных шпонок с учетом нормативов, предусмотренных ГОСТ 24071. Основным назначением элементов этого типа является предотвращение проворачивания детали на валу. В сопряжении при этом участвуют три поверхности:
- пазы на валу;
- пазы во втулке;
- поверхность самой шпонки.
Соединения сегментные шпонки образуют ненапряженные. При этом работают они, как и обычные призматические, боковыми гранями. Используют сегментные элементы чаще всего в неподвижных соединениях. При этом последние могут быть:
- нормальными;
- плотными.
ГОСТ допускает также свободное соединение сегментной шпонки со втулкой и валом. Используются такие детали обычно только в узлах с небольшим диаметром сопряжения — до 38 мм.
Расчет шпонки
Соединения сегментной шпонкой выполняются, конечно же, с соблюдением нормативов ГОСТ. При сборке узлов такие детали прежде всего проверяют на смятие. Помимо этого, производят расчеты и самого соединения — на срез. Формулы для проверки шпонки и сопряжения используют такие:
- Q см=4T/d*h*l < [Q cv];
- r=2T/d*l*b <=[r].
Здесь T — крутящий момент на валу, измеряемый в Нмм, h — высота шпонки, d — диаметр вала, l — длина шпонки, b — ширина шпонки в миллиметрах, [r] — допустимое напряжение на срез.

Полученные в результате применения формул значения сравнивают с допустимыми. В том случае, если прочность соединения оказывается недостаточной, по длине ступицы, насаживаемой на вал, устанавливаются две или даже три шпонки. Конечно же, узел это позволяет создать достаточно надежный и функциональный. Однако при этом при таком способе, по вполне понятным причинам, несколько ослабляется вал. Поэтому шпоночные соединения в таких узлах иногда заменяют зубчатыми. Это позволяет снизить риск поломок.
Установка нескольких деталей
Размеры сечения шпонки выбирают, как уже упоминалось, в соответствии с диаметром вала, согласно ГОСТ. При этом длина элемента зависит от длины ступицы. Иногда сегментные шпонки устанавливаются на валы с перепадом диаметров ступеней. В этом случае для отдельных частей одной и той же детали используются шпонки одинаковых размеров. При этом за основу, согласно ГОСТ, берется элемент ступени самого меньшего диаметра.
Как выбирают допустимые напряжения
Этот параметр зависит в первую очередь от характера нагрузки и условий работы соединения. При использовании стальных валов допустимое напряжение будет составлять:
- для стальных ступиц в неподвижных соединениях — 130...200 МПа;
- для ступиц из чугуна или стальных литых в неподвижных соединениях — 80...100 МПа;
- в подвижных безнагрузочных соединениях для ступиц из стали — 20...40 МПа.
Большие значения при сборке узлов во внимание принимают при постоянной нагрузке. При ударной же или переменной за основу берут меньшие параметры. При реверсивной нагрузке допустимый показатель снижают в 1.5 раза. На срез же шпонок предельные показатели напряжения принимают за 70...100 МПа. При этом, как и в первом случае, при постоянной нагрузке за основу берут больший параметр.
Фрезы для сегментных шпонок
Для выдалбливания канавок под детали этого типа используются инструменты, изготовленные с соблюдением нормативов, предусмотренных ГОСТ 66-4879. Делают канавки под сегментные шпонки с помощью фрез как с прямым, так и с разнонаправленным зубом. При этом могут использоваться инструменты с цилиндрическим хвостовиком:
- с лыской;
- гладким.
Сами фрезы для пазов сегментных шпонок изготавливают из быстрорежущей стали (ГОСТ 19265). Инструменты, диаметр которых превышает 13 мм, делают сварными. Хвостовики фрез изготавливают по ГОСТ 4543 из стали марки 40Х или по ГОСТ 1050 из материала марки 50 или 40.
При сборке инструментов этой разновидности соблюдают такие правила:
- на рабочей поверхности готовой фрезы не должно быть мест с пониженной твердостью или обезуглероженного слоя;
- параметры шероховатости поверхности фрез должны соответствовать ГОСТ 2789;
- допуски радиального биения кромок смежных зубьев относительно хвостовика не должны превышать 0.03 мм, противоположных — 0.05 мм;
- допуск торцевого биения кромок при этом должен быть не более 0.02 мм.

При маркировке фрез для сегментных шпонок ГОСТ предписывает указывать на шейке или хвостовике товарный знак предприятия-изготовителя и марку стали, использованной для режущей части. Также потребителю производителем должна быть предоставлена такая информация, как ширина шпоночного паза с обозначением поля допуска и его номинальный диаметр.











