













Ротационная вытяжка металла - перспективный способ получения деталей сложной формы. Давайте разберемся, что это такое и где применяется.
Определение ротационной вытяжки
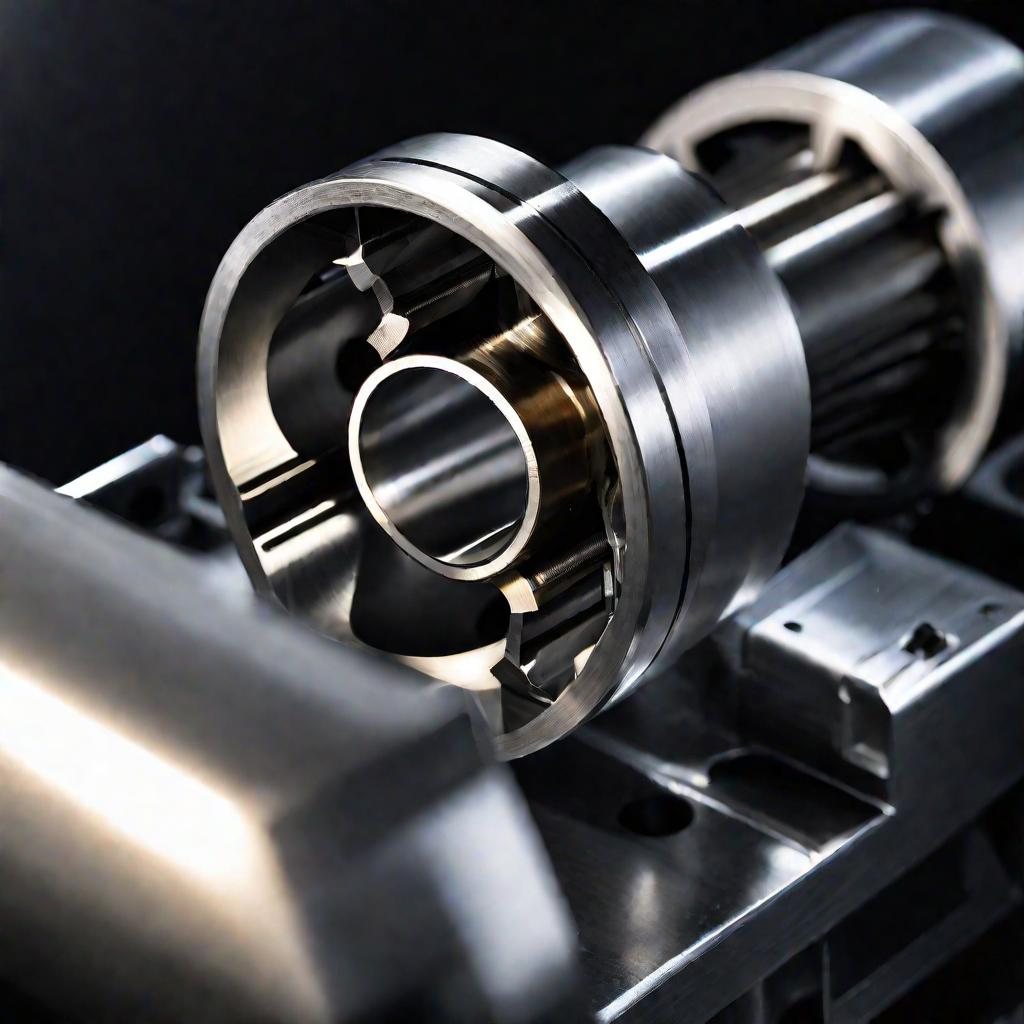
Ротационная вытяжка - это технология обработки металлических заготовок давлением с целью придания им заданной формы. Суть процесса заключается в раскатке заготовки при помощи роликов по вращающейся оправке вдоль образующей детали.
Впервые термин "ротационная вытяжка" появился в 1930-х годах, когда вместо резцов на токарных станках стали использовать обжимные ролики. Изначально этот процесс называли "токарно-давильной обработкой".
Ротационная вытяжка отличается от других способов обработки металлов давлением, таких как штамповка, вальцовка и другие отсутствием пластической деформации фланца исходной заготовки и сохранением ее начального диаметра.
Основные области применения ротационной вытяжки:
- Авиакосмическая промышленность
- Судостроение
- Машиностроение
- Пищевая промышленность
- Изготовление технологической оснастки
Физические основы ротационной вытяжки
Процесс ротационной вытяжки можно представить следующей схемой: К основным параметрам процесса ротационной вытяжки относят:
- Скорость вращения заготовки
- Скорость перемещения ролика
- Величина обжатия
- Частота проходов роликов
Данные параметры оказывают существенное влияние на качество получаемых деталей. К основным критериям качества относят:
- Точность геометрических размеров и формы
- Структура материала
- Механические свойства
- Шероховатость поверхности
Основные способы ротационной вытяжки
Существует несколько разновидностей ротационной вытяжки:

- Ступенчатое формование. При этом способе заготовка постепенно, ступенчато приобретает нужную форму. На каждом этапе ролик совершает один проход по поверхности. Форма внутренней полости детали соответствует форме оправки.
- Проектирование. Этот метод отличается высокой точностью и позволяет получить нужную форму сразу за один проход инструмента.
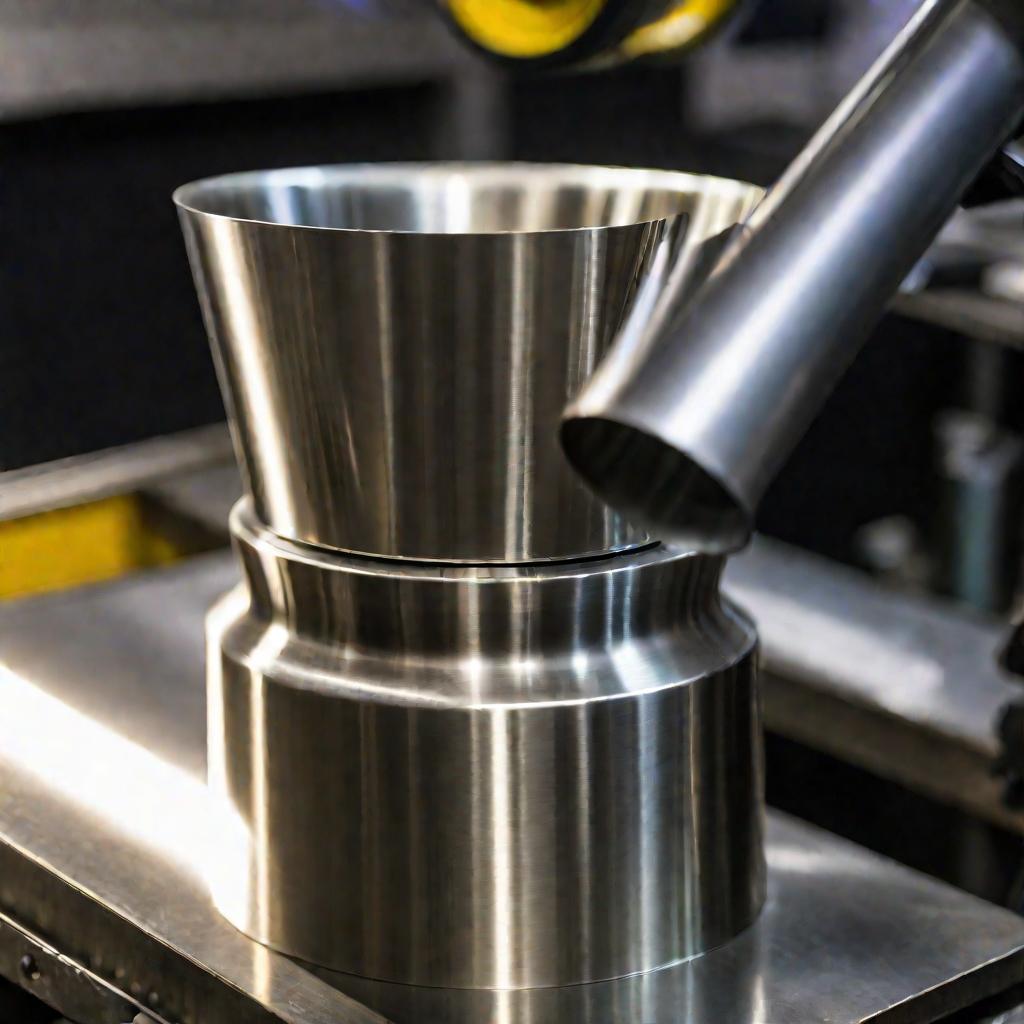
- Закатка металла. При закатке внешний диаметр детали уменьшается, а толщина стенок увеличивается за счет осевой деформации.
- Комбинированная вытяжка. Для получения деталей сложной конфигурации применяют комбинированную ротационная вытяжка. На разных этапах используют различные приемы: вытяжку, закатку, профилирование.
Станок для ротационной вытяжки
Для ротационной вытяжки применяют специальные давильно-раскатные станки. Они могут иметь как горизонтальное, так и вертикальное исполнение шпинделя.
Основными узлами таких станков являются:
- Шпиндель с приводом вращения заготовки
- Устройство перемещения роликов
- Система смазки и охлаждения
- Устройство управления
| Тип станка | Достоинства | Недостатки |
| С горизонтальным шпинделем | Простота конструкции | Ограничения по размерам детали |
| С вертикальным шпинделем | Возможность обработки крупногабаритных деталей | Большая металлоемкость, сложность системы ЧПУ |
Правильный выбор оборудования зависит от требований конкретного производства.
Технология ротационной вытяжки на практике
ротационная вытяжка металла на токарном станке>Для получения качественных деталей технология ротационной вытяжки должна выполняться в определенной последовательности:
- Анализ чертежа и выбор способа вытяжки
- Подготовка заготовки
- Установка заготовки и инструмента на станке
- Отладка режимов обработки
- Непосредственно вытяжка
- Контроль качества деталей
Особое внимание следует уделить подбору режимов ротационной вытяжки - скоростей, усилий, величин обжатия. От этого в значительной степени зависят характеристики будущих деталей.
Инструменты и оснастка для ротационной вытяжки
Важнейшим элементом процесса ротационной вытяжки является инструмент в виде роликов. Ролики бывают плоские, клиновидные, профильные.
Основные требования к материалу роликов:
- Высокая твердость и износостойкость
- Стойкость к воздействию высоких температур и давлений
- Низкий коэффициент трения
Для этих целей чаще всего используют инструментальные и конструкционные стали, реже - сплавы на основе кобальта и титана.
Виды оправок
Оправка определяет внутреннюю форму вытягиваемой детали. Конструкции оправок могут быть:
- Цельные
- Составные
- Разборные
Выбор типа оправки зависит от сложности внутренней полости детали и требований к процессу ее извлечения после вытяжки.
Смазочно-охлаждающие жидкости
Применение СОЖ способствует снижению коэффициента трения между инструментом и заготовкой, отводу тепла от зоны деформации.
Основные требования к СОЖ:
- Высокие смазывающие свойства
- Стабильность свойств в условиях высоких температур и давлений
- Низкая вязкость
- Доступность и низкая стоимость
Чаще всего в качестве СОЖ используют масляные эмульсии, реже - масло в чистом виде.
Требования к материалам заготовок
Не все металлы и сплавы пригодны для ротационной вытяжки. К основным требованиям относят:
- Достаточная пластичность
- Стойкость к разрывам при растяжении
- Технологичность
Чаще всего применяют малоуглеродистые и низколегированные стали, алюминиевые и медные сплавы. Из тугоплавких металлов используют титан и его сплавы.
Рекомендации по выбору материалов
- Для химически агрессивных сред - нержавеющие стали
- Для деталей авиакосмической техники - титановые и алюминиевые сплавы
- Для изделий пищевой промышленности - коррозионностойкие немагнитные стали и сплавы меди
Подготовка заготовок
Перед вытяжкой заготовки проходят следующие этапы подготовки:
- Термообработка для снятия внутренних напряжений
- Обезжиривание и травление поверхностей
- Нанесение смазочных материалов
Подготовленные заготовки должны иметь высокое качество поверхности без дефектов.
Особенности ротационной вытяжки титана
Титан и его сплавы благодаря уникальному сочетанию физико-механических свойств активно применяются в авиакосмической технике, медицине, химической промышленности.
Однако вытяжка изделий из титана имеет ряд особенностей:
- Высокая реакционная способность с кислородом и азотом при высоких температурах
- Низкая теплопроводность
- Высокое сопротивление пластической деформации
Обеспечение защитной атмосферы
Чтобы предотвратить окисление, процесс вытяжки титана проводят в защитной инертной атмосфере (аргон, гелий) или в вакууме.
Для снижения сил трения титан подвергают:
- Химическому травлению
- Нанесению смазочных покрытий
- Нагреву до температуры 400-500°С непосредственно перед вытяжкой
Процесс ведут на пониженных скоростях с большим количеством проходов для исключения разрывов и трещин.











